推床
金屬加工器械
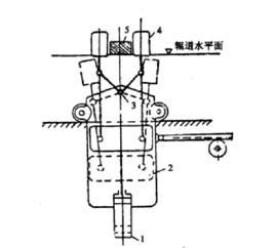
推床,金屬加工器械,機前、機后推床翻鋼機,位於950mm開坯機主機前後,機前、后工作輥道之上,其作用是將軋件正確地對準所要進入的軋制孔型,並對坯料進行適當矯直,在需要翻鋼的軋制道次,利用翻鋼機構將坯料翻轉90°。
推床是用來沿工作輥道橫向移動軋件,以保證軋件相對軋輥所需要的位置。初軋機和型鋼軋機的推床是用來在喂鋼時夾持鋼錠,使鋼錠對準軋機工作軋輥的孔型。在初軋機和型鋼軋機的推床上還裝有翻鋼機。鋼板軋機的推床,只用來引導軋件進入軋輥,因此推床上沒有翻鋼機。
推床的結構按傳動布置可分為兩種型式。一種是推床導板及其傳動機構分佈在輥道兩側,這種型式因佔地太大,已不再採用。另一種是目前最廣泛使用的推床,其傳動裝置置於輥道的一側,如下圖所示。
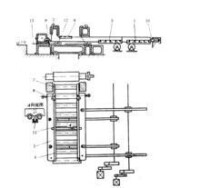
推床
鋼板軋機的推床用來把軋件送到軋制中心線上,並儘可能在軋制時起導向作用。下圖為1700可逆式萬能軋機的推床。
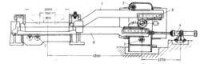
鋼板軋機的推床
由於推床的傳動裝置放在輥道一側,因此維護檢修方便。推板的工作及返回均由一個液壓缸驅動,故結構簡單緊湊。
可逆式軋機機座前後的推床是不同步的。當軋件從軋機前車扎入時,只有機前推床起導向作用。而機后推床張開。返回軋制時則相反。
1700可逆式軋機推床的主要技術特性為:推床最大開口度2000mm.最小開口度200mm,推床最大推力160kN,最大夾緊力80kN。推床的移動速度0.3m/s。
推床是中厚板軋鋼生產線中必不可少的組成部分,在可逆軋機的前後各設有一對推床,其基本功能是推動鋼板使其與軋機中心線對中,引導軋件正常軋制,同時可以輔助對軋件進行測寬。對於可逆中厚板軋機,在不同道次的軋制過程中,若鋼板偏離軋機軋制中心線,則會出現鋼板兩側厚差加大,偏離軋制中心線,產生側彎現象,嚴重時可能飛出軌道,造成嚴重事故,所以必須保證鋼板在每道次軋制過程中對稱於軋機中心線。
推床採用液壓驅動,正常情況下工作在位置控制方式,如果檢測到實際壓力超出極限值,為保護設備,推床控制切換到壓力方式。推床由推板和推桿、導向裝置、推板前進油缸動力裝置、推板後退油缸動力裝置、齒輪齒條箱、同步桿裝置、集中干油潤滑系統、齒輪齒條潤滑系統和電氣設備等組成。推床推板的前進和後退分別由一個前進液壓缸和一個後退液壓缸帶動傳動箱,通過齒輪增速機構(齒輪齒條箱),帶動齒條推桿來完成推床推板的開合、對中。推床推頭和推桿採用焊接結構,它們之間的連接採用銷連接,方便拆卸和安裝。齒輪箱主要是為推床推頭提供一個穩定的工作速度的裝置,它由齒輪軸、導向裝置和箱體等組成。導向裝置是對推桿進行導向並實現推床推頭對鋼坯進行對中的裝置,它由托輥、上壓輥、側壓輥等組成。
基本信息
- 中文名
- 推床
- 外文名
- Push bed
- 屬於
- 金屬加工器械
- 作用
- 喂鋼時夾持鋼錠