田口方法
統計學中的質量工程方法
田口方法是一種低成本、高效益的質量工程方法,它強調產品質量的提高不是通過檢驗,而是通過設計。其基本思想是把產品的穩健性設計到產品和製造過程中,通過控制源頭質量來抵禦大量的下游生產或顧客使用中的雜訊或不可控因素的干擾,這些因素包括環境濕度、材料老化、製造誤差、零件間的波動等等。田口方法不僅提倡充分利用廉價的元件來設計和製造出高品質的產品,而且使用先進的試驗技術來降低設計試驗費用,這也正是田口方法對傳統思想的革命性改變.為企業增加效益指出了一個新方向。
隨著市場競爭的日趨激烈,企業只有牢牢把握市場需求,用較短的時間開發出低成本、高質量的產品,才能在競爭中立於不敗之地。在眾多的產品開發方法中,田口方法不失為提高產品質量,促進技術創新,增強企業競爭力的理想方法。
由日本田口玄一(Genichi Taguchi)所提之品質工程的理念和方法,是將品質改善之重點由製程階段向前提升到設計階段,一般稱其為離線之品質管制方法(off-line quality control)。在哲理方面,田口提出品質損失(quality loss)之觀念來衡量產品品質,一些不可控制之雜音(noise)(例如環境因素)造成特性偏離目標值,並因而造成損失。田口方法的重點在於降低這些雜音對產品品質的影響性,根據穩健性(robustness)之觀念,決定可控制因子的最佳設定,建立產品?製程之設計,以使產品品質不受到雜音因素之影響。
田口方法是日本田口玄一博士創立的,其核心內容被日本視為“國寶”。日本和歐美等發達國家和地區,儘管擁有先進的設備和優質原材料,仍然嚴把質量關,應用田口方法創造出了許多世界知名品牌。
田口方法的目的在於,使所設計的產品質量穩定、波動性小,使生產過程對各種雜訊不敏感。在產品設計過程中,利用質量、成本、效益的函數關係,在低成本的條件下開發出高質量的產品。田口方法認為,產品開發的效益可用企業內部效益和社會損失來衡量.企業內部效益體現在功能相同條件下的低成本,社會效益則以產品進入消費領域后給人們帶來的影響作為衡量指標。假如,由於一個產品功能波動偏離了理想目標,給社會帶來了損失,我們就認為它的穩健性設計不好,而田口式的穩健性設計恰能在降低成本、減少產品波動上發揮作用。
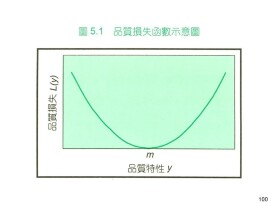
與傳統的質量定義不同,田口玄一博士將產品的質量定義為:產品出廠后避免對社會造成損失的特性,可用“質量損失”來對產品質量進行定量描述。質量損失是指產品出廠后“給社會帶來的損失”,包括直接損失(如空氣污染、雜訊污染等)和間接損失(如顧客對產品的不滿意以及由此導致的市場損失、銷售損失等)。質量特性值偏離目標值越大,損失越大,即質量越差,反之,質量就越好。對待偏差問題,傳統的方法是通過產品檢測剔除超差部分或嚴格控制材料、工藝以縮小偏差。這些方法一方面很不經濟,另一方面在技術上也難以實現。田口方法通過調整設計參數,使產品的功能、性能對偏差的起因不敏感,以提高產品自身的抗干擾能力。為了定量描述產品質量損失,田口提出了“質量損失函數”的概念,並以信噪比來衡量設計參數的穩健程度。
由此可見,田口方法是一種聚焦於最小化過程變異或使產品、過程對環境變異最不敏感的實驗設計方法,是一種能設計出環境多變條件下能夠穩健和優化操作的高效方法。
田口方法的特色主要體現在以下幾個方面:
(1)“源流”管理理論。田口方法認為,開發設計階段是保證產品質量的源流,是上游,製造和檢驗階段是下游。在質量管理中,“抓好上游管理,下游管理就很容易”,若設計質量水平上不去,生產製造中就很難造出高質量的產品。
(2)產品開發的三次設計法。產品開發設計(包括生產工藝設計)可以分為三個階段進行,即系統設計、參數設計、容差設計。參數設計是核心,傳統的多數設計是先追求目標值,通過篩選元器件來減少波動,這樣做的結果是,儘管都是一級品的器件,但整機由於參數搭配不佳而性能不穩定。田口方法則先追求產品的穩定性,強調為了使產品對各種非控制因素不敏感可以使用低級品元件.通過分析質量特性與元部件之間的非線性關係(交互作用).找出使穩定性達到最佳水平的組合。產品的三次設計方法能從根本上解決內外干擾引起的質量波動問題,利用三次設計這一有效工具,設計出的產品質量好、價格便宜、性能穩定。
(3)質量與成本的平衡性。引入質量損失函數這個工具使工程技術人員可以從技術和經濟兩個方面分析產品的設計、製造、使用、報廢等過程,使產品在整個壽命周期內社會總損失最小。在產品設計中,採用容差設計技術,使得質量和成本達到平衡,設計和生產出價廉物美的產品,提高產品的競爭力。
(4)新穎、實用的正交試驗設計技術。使用綜合誤差因素法、動態特性設計等先進技術,用誤差因素模擬各種干擾(如雜訊),使得試驗設計更具有工程特色,大大提高試驗效率,增加試驗設計的科學性,其試驗設計出的最優結果在加工過程和顧客環境下都達到最優。採用這種技術可大大節約試驗費用。
田口方法是一門實用性很強的技術,在生產實踐中特別是產品開發設計中顯示出強大的生命力,其魅力主要表現為:
(1)提高產品科技含量,促進技術創新。通過採用田口方法可改變企業一味引進先進設備的狀況,增強二次創新能力,進而提高產品開發能力。
(2)可縮短產品開發周期,加速產品更新換代。應用田口方法可在質量管理中提高生產率,收到事半功倍的效果。
(3)應用田口方法創名牌。使用田口方法的三次設計技術設計出來的產品穩健性好,抵禦外界干擾的能力強,波動小,質量可靠,易於創出知名產品,佔領市場,打出自己的品牌。
(4)應用田口方法創效益。田口方法用廉價的三等品零件組裝一等品整機,真正做到了價廉物美,使企業的經濟效益更上一個台階。
現今在發達國家田口方法已運用得相當廣泛,並且為它們創造了不斐的收益。中國的一些企業也引進了這種先進方法並取得了良好的收效。深圳建裕電子公司就是應用田口方法走產品開發和技術創新之路的成功範例。建裕從日本、台灣等比較先進、發達的地區引進國內外先進的電路,進行吸收、提高和創新,在市場調查的基礎上開發出性能更可靠、功能更齊全、價格更合理的電話機。使用田口方法后,他們每兩個月就推出一部新款的電話機,產品物美價廉,很受用戶的青睞,市場份額不斷擴大,知名度不斷提高,多次被用戶評為“消整者信得過產品”,在激烈競爭的電話市場中牢牢地站穩腳跟。
《謝恩DOE實戰教程》--是美國質量管理專家多利安?謝恩發明、完善的一套DOE(試驗設計)理論,是六西格瑪質量管理的最新實戰工具。美國謝恩DOE與經典DOE、田口DOE相比:具有方法多、效果好、時間短、樣本小、不停產、費用少,易學用、效率高的特點。可以極有效地幫助企業徹底剷除“品質頑疾”、改善產品質量在日益激烈的競爭中把握先機!“沒有戴明,美國就不會有質量哲學;沒有朱蘭,美國就不會有質量的方向;沒有謝恩,美國就無從解決質量問題”。這句名言總結了美國最偉大的三位質量大師的貢獻
自1979年以來,摩托羅拉通過這套管理工具,節約了高達90多億美元的生產成本!而通過謝恩DOE來進行質量控制而取得巨大成功的案例,還有:世界著名的福特公司、馬自達公司、日本電報電話公司、日本F-16噴氣戰鬥機的生產廠商等。
● 了解經典DOE,田口DOE,謝恩DOE的區別及優缺點;
● 熟悉謝恩DOE的10種強有力的質量管理工具;
● 熟悉解決疑難質量問題的路徑;
● 訓練系統的統計分析思維習慣和方法;
● 提升核心技術競爭力和自主創新能力;
謝恩(夏寧 謝恩)DOE簡介 謝恩DOE
過程改進與優化
系統解決問題的方法
產品和過程的三次設計
試驗設計簡介
謝恩DOE的原理
改進項目及綠Y的確定 謝恩DOE
改進項目的確定
綠Y的確定
利克特度量
測量系統分析-Isoplot圖
多層變差圖Multi-Vari Chart
多層變差模型
分層法調查表
多層變差圖
變差過程分析案例
策略圖
部件搜索 Component Search
好的BOB和壞的WOW部件選取
產品的功能框圖
部件搜索分析流程和案例
部件成對比較Paired Comparisons
好的BOB和壞的WOW部件選取
產品功能與產品特性因果圖
成對比較分析流程和案例
產品/過程的搜索Process Search
好的和壞的過程選取
因果圖、KCC&KPC矩陣
產品/過程的搜索分析流程和案例
變數搜索技術Variables Search
變數和水平的確定
變數搜索的確定工藝參數
變數搜索的分析流程和案例
全因子實驗Full Factorials
因子效應及交互作用
全因子實驗案例
改進的確認- B與C比較B vs .C
改進目標的確定
B與C比較
B與C比較過程分析案例
公差設計 Realistic Tolerance Parallelogram plot
過程工藝參數優化設計和目標值
同步工程
製造過程能力和測量過程能力分析
回歸分析確定過程工藝參數上下公差
工藝參數優化設計和
田口方法的實施步驟可分為下列十項:
1.選定品質特性 2.判定品質特性之理想機能
3.列出所有影響此品質特性的因子
4.定出信號因子的水準
5.定出控制因們的水準
6.定出干擾因子的水準,必要的話,進行干擾實驗
7.選定適當的直交表,並安排完整的實驗計劃
8.執行實驗,記錄實驗數據
9.資料分析
10.確認實驗
SPC與田口方法同屬質量控制領域改進質量的方法,田口方法屬於產品設計階段的設計質量方法,而SPC是在產品製造階段的監控質量方法。產品質量首先是設計出來的,其次才是製造出來的,田口方法保證了設計產品質量的穩健性,在製造過程中SPC使產品保持在設計水平上,同時,通過控制圖監測波動的大小,提供進一步改進設計質量的信息。因此,二者配合在產品的不同階段改進質量,以增強企業的質量競爭力。
田口方法和EPC 同屬於質量優化方法,EPC 通過反饋補償原理最小化過程的波動,而田口方法通過利用正交實驗進行穩健的參數設計,以最小化產品設計參數的波動。
傳統上,田口方法大多應用在產品設計階段,但在現代複雜&動態的過程狀態下,如果要用EPC 對過程進行調整,就要在眾多的變數中選擇關鍵變數作為控制變數來設計調整控制器,而田口方法可以作為選擇關鍵變數的有效工具應用於製造階段,因此,為了有效地調整過程,可以首先應用田口方法選擇影響輸出的關鍵過程變數,然後,基於所選擇的關鍵變數設計調整控制器,二者整合同樣具有互補的作用。