縱切車床
採用橫切工藝方法的車床
縱切車床的工作特點為主軸內彈簧夾頭夾持棒料作迴轉及軸向進給運動,刀具作徑向運動;若刀具靜止,主軸箱送進則為車削外圓;而主軸箱靜止,刀具徑向送進即為車槽、成形或切斷;當兩者同時作複合運動時,可完成車圓錐或成形表面等工作。
機床的循環過程一般為主軸夾持棒料進行各種切削工作,然後切斷。零件切斷後,彈簧夾頭鬆開,主軸箱退回,此時依靠送料架中重鎚的力量使棒料支持在切斷刀上。主軸箱退回至原始位置后,彈簧夾頭夾緊,然後切斷刀退回,再開始下一個循環。一根棒料用完時,通過送料架上及床身後面兩個並聯保險開關的作用,使機床自動停車,並保證了最後一個零件的完整。
當加工細而長或精度較高的零件時,必須用有中心架切削,此時棒料前端支承在硬質合金中心架夾套內迴轉,避免了零件在加工時產生過大的變形,獲得較高的加工精度。當加工精度低而短的零件時,為了減小切削棒料的剩餘長度,亦可採用無中心架切削。
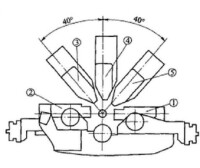
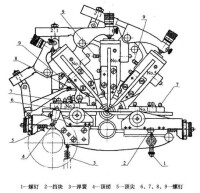
圖1 刀架圖
③、④和⑤為單獨運動的立刀架,各有一凸輪控制。螺釘8用以限制立刀架的退回位置,以免頂尖5掉入立刀架凸輪的缺口內。
各刀具的徑向和軸向位置都由精密螺釘進行調整。螺釘7、9用來調整刀尖的位置使之準確地對準中心。
天平刀架的運動有時也可以用兩個凸輪控制。兩凸輪分別與兩頂銷4接觸。當用天平刀架加工四個精度要求較高的直徑尺寸時,可把控制其中兩個尺寸的凸輪曲線分別製造在兩個凸輪上。這樣,通過用螺釘6調節兩個頂銷4的伸出長度,可以補償凸輪尺寸的製造誤差,以滿足加工要求。避免了用單個凸輪控制時,由於對凸輪精度要求較高而使凸輪製造困難。
主軸箱運動亦可用兩個上凸輪控制,其原理與上述相同。
夾緊棒料的彈簧夾頭2裝在主軸前端,用螺帽1壓緊。當滑套6向右移動時,張開槓桿7,推動推套5、錐套3,使彈簧夾頭夾緊棒料。螺母8用以調節夾緊力的大小。滑套6向左移動時,彈簧夾頭就張開。滑套6的運動是由裝在分配軸上的凸爪通過一系列的槓桿來控制的。
在機床開動前,用手轉手柄,使分配軸轉動一周,檢查刀具和各運動件之間有無干涉情況。當運動正常后,旋轉扭把開關,按下“起動按鈕”,即可開動機床。
將手柄拉向“B”位,分配軸就能自動旋轉。當發現工作不正常時,應先將手柄推向“A”位,使分配軸停止轉動。按下“停止”按鈕,機床即停止運動。注意在停止機床運轉前,必須先停止分配軸的運轉,以免刀具損壞。
在下列情況下,機床還能自動停車:
(1)棒料送完,且最後一個零件加工完成後。
(2)主軸皮帶斷裂時。
(3)螺紋加工發生故障時。
可根據調整卡所列數據,按如下程序進行:
(1)安裝交換皮帶輪和交換齒輪:按調整卡所列數據,參照生產率表安裝交換皮帶輪、交換齒輪和三角皮帶位置。
(2)安裝夾頭:主軸彈簧夾頭和中心架合金夾頭的孔徑應與棒料直徑尺寸相符。在特殊情況下,允許略大於棒料直徑,但不得超過0.1mm。主軸前端的螺帽應旋緊,以免在工作中自動鬆脫(注意螺帽是左旋的)。
隙應仔細調整,此間隙應盡量小,一般為0.005~001mm(視棒料精度而定)。當棒料精度不高時,此間隙調整應以棒料最大直徑處為準。否則,就會在棒料的這一段直徑增大處發生咬死現象。
(3)安裝凸輪:將各種凸輪裝在分配軸相應的凸輪位置上(天平刀架凸輪安裝時,需拆下床身左側支架)。使凸輪的零度線與相應的頂尖對準后固定之。注意凸輪不要裝反。
(4)主軸箱位置的調整:鬆開螺母,旋轉把手,使滑塊對準調整卡上規定的主軸箱送進槓桿比的刻線處,固緊螺母。
(5)安裝刀具:根據調整卡刀具欄內的刀具編號安裝各刀具,調整螺釘使刀尖對準中心。
(6)主軸彈簧夾頭鬆開、夾緊的調整:當切斷工序完成時,凸爪應開始與槓桿上端的滾子接觸。當主軸箱退回到最後位置時凸爪開始與下方滾子接觸。兩凸爪用螺母固緊在鼓輪上。
以上程序完成後,手搖分配軸一周,檢查並修整各機構的動作,使之符合調整卡的要求。
(7)裝料及調整自動停車機構。
(8)試切削:上述各項調整好后,開動機床,按調整卡的開始工序,緩慢地用手搖動分配軸一周,試切一個零件。再根據試切結果作進一步調整。到完全合格后,將分配軸操縱手柄拉出,機床即可進行自動循環。
(9)機床上各調整部分在調整好后均需固緊,以免工作中鬆動。
正確合理的調整使用和重視機床的維護保養,能保證機床的使用精度及延長機床的使用壽命。機床除應按一定期限進行維修外,使用中還應注意以下幾點:
(1)充分熟悉本機床的結構特點及調整使用方法。
(2)機床調整時應使用合適的扳手及調整工具,禁止敲打和衝擊。中心架合金夾頭與棒料的間隙要調整合適,主軸彈簧夾頭不得過分夾緊。
(3)機床調整時如手柄力突然增加,應即尋找原因,排除故障。
(4)主軸彈簧夾頭及中心架合金夾頭應經常拆出清洗。送料管里應適當地加一些潤滑油,以減少棒料的磨損。
(5)天平刀架擺動面應注意清潔,如發現有切屑進入應及時清除。拆卸天平刀架擺動支撐軸時,應先放鬆側面的支緊螺釘。
(6)機床各部需按潤滑圖表的要求按時加油,其他各滑動部分如導軌、凸輪頂尖等也應經常保持潤滑。潤滑油應清潔,不得含有任何灰塵和雜質。主軸前後軸承的油杯滴油量每分鐘不大於2滴。
(7)工作時需以冷卻液冷卻刀具及零件,並排除切屑。
(8)主軸前軸承為精密的雙列滾針軸承。如非必要,不宜輕易拆卸。需要清洗時,可拆下前軸承的玻璃油杯,從油孔中注入大量乾淨汽油,同時旋轉主軸,即可清除灰塵及污垢。主軸前軸承的間隙出廠時已調整好為0.008~0.015mm。當長期使用間隙加大而影響加工精度時,應予以調整。
