金剛石壓頭
金剛石壓頭
金剛石壓頭是將一粒規定重量的優質的天然金剛石,研磨成有一定技術要求的標準幾何形狀,鑲嵌入圓錐或正四稜錐頂部,命名為“金剛石壓頭”或“硬度計壓頭”。
金剛石壓頭的種類,是根據所配套的硬度計型號而區分的。自從第一台硬度計問世以來,人們提出了很多種硬度測定方法。其中有些被否定了,有些則得到了廣泛的應用,有些還在發展和創造中。現使用的硬度測定方法中,可以按照它們的加荷方式分為兩大類,即靜力硬度試驗法和動力硬度試驗法。金剛石壓頭的種類,原則上是以不同的硬度試驗法而命名的。由於硬度計的型號很多,同一硬度試驗法所用的壓頭也有很多型號,以便配套使用。
金剛石壓頭的基體(俗稱壓頭柄),大多採用金屬材料製做。根據不同的硬度試驗方法以及不同的試驗條件和試驗對象等,所採用的基體材料也不相同。

金剛石壓頭
在高溫條件下使用的金剛石壓頭或寶石壓頭,其基體材料需採用具有耐高溫性能的金屬材料。現大多採用鉬製做高溫壓頭的基體。
超聲波金剛石壓頭的基體材料,採用金屬鎳製做;而肖氏金剛石壓頭的基體材料,則需要經過特殊調質處理后才能使用。
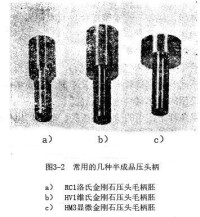
圖3-2
加工壓頭基體的半成品時,應達到下列技術要求:
(1)壓頭毛坯柄的頂端直徑中心線要與末端直徑中心線相重合,其偏差不應大於0.03毫米。
(2)壓頭毛坯柄的各加工表面,不得有毛刺、斑痕和機械損傷,其光潔度不應低於▽7。
(3) 壓頭毛坯柄的基準面應與其軸線相垂直,偏差不也大於30′。
金剛石壓頭的種類是根據所配套的硬度計型號而區分的,主要有以下三種。
(1)洛氏硬度試驗計用金剛石壓頭
洛氏硬度計的種類很多,由於測試方法、條件和對象各異,與之配套使用的洛氏壓頭型號也很多,有HRC-1、HRC-2……HRC-15等。
(2)維氏硬度試驗計用金剛石壓頭
金剛石維氏壓頭是用來測定黑色金屬、有色金屬、硬質合金及表面滲碳層、滲氮層、化學處理層、硬化鉻層、高頻淬火層以及工量具表面的維氏硬度等。
現使用的維氏壓頭有HV-1、HV-2、HV-3、HV-4等型號。
(3)顯微硬度試驗計用金剛石壓頭
金剛石顯微壓頭是用來測試金屬和非金屬、機械儀器的零件和薄片硬度用的。
顯微硬度試驗法有很多種,如克氏(HK)、格氏(HG)等。這裡所說的顯微硬度試驗法,是人們在維氏硬度試驗法的基礎上,利用100N(10kgf)以下的小負荷(多數為2~5N)進行硬度測試。
金剛石顯微壓頭的型號有HM-1、HM-2、HM-3、HM-4、HM-5,克氏顯微壓頭的型號有HK-1、HK-2、HK-3、HK-4等。
還有其它各種金剛石壓頭,如金剛石肖氏壓頭、金剛石超聲波壓頭、金剛石高溫壓頭等。
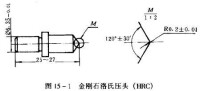
圖15-1—15-4
(1)金剛石洛氏壓頭
金剛石洛氏壓頭的幾何形狀主要為錐體,具體技術要求也不完全一致。
固定式硬度計金剛石壓頭:圓錐體頂角為120,其誤差不大於±30′,在二個相互垂直的方向測量角度之差不大於15′,圓錐頂尖圓角半徑為0.2mm,其誤差不大於±0.01mm。
攜帶式硬度計金剛石壓頭:頂角為90,其誤差不大於±10′,圓錐頂尖圓角半徑為0.1mm,其誤差不大於±0.01mm。
金剛石洛氏壓頭,其產品圖見圖15-1所示。
(2)金剛石維氏壓頭
金剛石維氏壓頭的頂角幾何形狀為角錐體(或稱正四方體),其兩相對面的夾角為136,誤差不大於±30′,角錐體的四個錐面相交於一點,稱為橫刃,維氏壓頭的頂端橫刃不大於0.002mm。圖15-2是金剛石維氏壓頭的三種規格的圖示。
(3)金剛石顯微壓頭
金剛石顯微壓頭頂角的幾何形狀為正四方形角錐體,其相對的夾角為136,誤差不大於±20′,角錐體的四個錐面相交於一點,其頂端橫刃不大於0.001mm。圖15-3是不同的金剛石顯微壓頭。
(4)金剛石克氏顯微壓頭
金剛石克氏壓頭頂角的幾何形狀為菱形,其相對長棱對角線之夾角為17230′,誤差不超過±5′,相對短棱對角線之夾角為130,誤差不超過±20′,菱形頂角的四個維面相交於一點,其頂端橫刃不大於0.001mm。圖15-4是金剛石克努普壓頭的圖示。
金剛石壓頭的鑲焊,一般包括兩方面的內容:一是把金剛石按照規定的技術要求,鑲嵌在壓頭基體的頂端,通常叫作裝鑽;二是把已經鑲嵌好盼金剛石與壓頭基體牢固地焊接在一起,組成一個整體,通常叫做焊接。但是,由於金剛石具有一定的疏鐵性質,它與金屬材料不易進行焊接,所以在與基體焊接時,首先應將金剛石鑲嵌牢,而焊接材料只在鑲嵌的部位起填充作用。焊接時,要使焊接材料與金屬基體結為一體,並能滲浸在所有空隙部位,從而使焊接材料把金剛石牢牢地包鑲住,使其不易鬆動。
金剛石壓頭在金屬材料硬度檢測的應用
金剛石壓頭是安裝在硬度計上使用的,它是直接在金屬材料上形成壓痕,是測量材料硬度的關鍵部件。
金屬材料的硬度是衡量金屬材料軟硬的重要指標,是表達金屬材料機械性能的物理量之一。在工業生產中,特別是軍事工業生產中,為保證產品質量,常常需要對各種材料、零部件或整機進行硬度檢定和測試。如軋鋼機的軋輥主軸和汽車連桿等,都需要硬度檢定。
金屬材料的硬度試驗,是一種比較迅速、比較經濟的機械試驗法。由於硬度試驗方法比較簡單易行,不必破壞工件,適用於成批檢驗零件,所以已成為產品質量檢查、制定合理工藝等的重要試驗方法之一。
硬度值的物理意義隨著試驗方法的不同,其含義也不同。例如,壓入法的硬度值是表示材料表面抵抗另一物體壓入時所引起的塑性變形能力;刻劃法硬度值表示金屬抵抗表面局部破裂的能力;而回跳法硬度值則表示金屬彈性變形功的大小。因此,硬度值實際上不是一個單純的物理量,它表徵著材料的彈性、塑性、形變強化率、強度和韌性等一系列不同物理量組合的一種綜合性能指標。一般可以認為,硬度是指金屬表面上不大的體積內抵抗變形或破裂的能力。
