開松機
機器
把壓緊的、互相糾纏的纖維原料松解並清除雜質的工藝過程。紡紗用的各種纖維原料,如原棉、羊毛、化學短纖維和棉、麻、滌綸、碎布等,大多以壓捆成包的形式運進紡織廠。原料包裝密度一般為200~650公斤/米3,中國的原棉包裝密度約為330~400公斤/米3。為了紡出品質優良的細紗,首先需要將原料松解,除去各種雜質,進行均勻混合。纖維原料的開松質量,對半制品和成紗品質以及節約用料等都有重要的影響。
纖維原料的開松,最早是用手工方法進行的。例如對羊毛,先用手把毛叢撕開、抖動。再用木棒敲打或使用弓弦彈松。對於籽棉也是先用手把棉籽和纖維分開,然後使用弓弦彈松纖維。直到18世紀出現機器紡紗后,需要有較多的原料儲備,並要求縮小原料的運輸體積,遂把鬆散的纖維原料壓捆成包,這就需要尋求原料開松和除雜的機械化方法。從此,陸續出現了各種類型的開松和除雜的機械。
主要是松解纖維、棉、紡織品等材質,通過撕扯使大塊的糾結纖維松解變成小塊或束狀,同時在松解過程中伴有混和、除雜作用。開松機一般是由一對喂入輥或喂入羅拉及一個開松錫林組成,開松錫林上裝有角釘或梳針或針布或豪豬打手,為開松更徹底,有的還在錫林上裝有工作輥及剝取輥。不同的結構使其開松效果、混合效果、除雜效果有明顯的差異,因此在不同要求的生產線上應採用不同形式的開松機。也可根據加工的原料選用開松機,開松后的纖維再喂入梳理機進行加工。
PP棉開松機、布頭開松機、滌綸短纖維開松機、絹紡開松機、氣流開松機、三鋸齒滾筒精幹麻開松機、紡織廢料開松機、吸塵開松機、公仔棉開松機等。
由兩個表面裝有角釘和針齒的機件相對運動,對原料中的纖維塊進行撕扯、松解。棉箱給棉機中的扯松部分。圖中角釘簾由裝有角釘的木棒連接而成。纖維塊隨角釘簾向上運動,與帶有角釘的圓筒形均棉羅拉相遇。由於角釘簾和均棉羅拉間隔開的距離很小,纖維塊受到角釘抓取並撕扯而獲得松解。此時一部分扯松的纖維原料隨角釘簾輸出機外,另一部分則被均棉羅拉所擊落,然後再由角釘簾帶回二者之間,進行反覆扯松。在扯松過程中,纖維相互間發生一定的位移,纖維塊的密度降低,纖維與雜質間的聯繫減弱,一些粘附性小的雜質被分離開。
用高速迴轉的打擊機件(俗稱打手)上的刀片、翼片、角釘或針齒對喂入的纖維原料進行打擊或同時刺入纖維層進行分割和分梳,破壞纖維之間和纖維與雜質間的聯結力,達到進一步松解纖維塊和清除雜質的目的。打鬆通常是在扯松基礎上進行的,經過打松才能將纖維塊松解得更小,使細小雜質得到清除,同時使半制品的結構和均勻度得到改善。按照纖維原料餵給的方法,打松作用又可分為握持打擊和自由打擊兩種形式。纖維原料以握持狀態緩慢喂入而受到高速迴轉的打手的打擊作用,稱為握持打擊。如果纖維原料以自由狀態喂入而受到打手的打擊作用,則稱為自由打擊。纖維層在握持打擊作用下,產生振動和變形,須叢被松解成為許多較小的纖維塊。由於打手作用在整個須叢上的打擊力的衝量較大,纖維塊的松解程度較高。若單位時間內纖維原料的喂入量保持一定,提高打手轉速,則能提高松解度。當纖維原料受自由打擊時。由動力學原理可知,作用在纖維塊質點上打擊力的衝量,等於該衝量作用時間內動量的變化。在打擊力的作用下,纖維塊發生變形松解並獲得新的運動速度。當打擊力大於纖維間的聯結力時,纖維就被松解,反之,當纖維之間的聯結力足夠大時,整個纖維塊就依打松機件的速度運動。所以,自由打擊的作用比較緩和,纖維受損傷和雜質碎裂的程度很小。在紡紗生產中,主要根據纖維原料的性質和打松前的準備情況,決定所採用的打擊形式和機件。常用的打松機件有角釘滾筒、梳針滾筒和鋸齒滾筒,還有豪豬打手(又稱豪豬錫林)、翼式打手、梳針打手、綜合打手和鋸齒打手等。
打松機件對纖維原料的打松程度,常用餵給羅拉送出的每米長度纖維層上受到的打擊次數或每克重量纖維層上受到的打擊次數表示。在一定的範圍內增加打擊數,可以提高纖維原料的開松質量。但是,打擊數過多,易造成纖維損傷和雜質碎裂,導致纖維疵點增加,影響成紗品質。
開松機
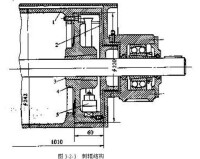
梳棉機大部分採用的是鋼板焊接結構,與鑄鐵筒體相比,其重量輕、平衡好,啟動慣性小。刺輥結構如圖所示

開松機
纖維原料的開松程度直接影響原料中雜質的清除。通常,在開松的初始階段,原料中較大的雜質和粘附性小的雜質易於分離,隨著進一步開松,部分細小的雜質得到清除,而一些粘附性較強的雜質,則需在梳理或精梳階段才能大量除去。
由於紡紗原料的種類繁多,纖維性狀和所含雜質不同,因而原料的開松工藝過程也不相同。在棉紡中,原棉的開松是一個獨立的工序,是在開清棉聯合機上進行的。在原棉開松的同時,產生混和、除雜、除塵等附加作用。在毛紡中,常將原毛的開松同洗毛、烘毛、和毛聯合進行,使用開洗烘聯合機與和毛機。在絹紡中,精幹綿的開松和除雜,是在制綿過程中進行的。
各種纖維原料的開松質量主要決定於工藝,對不同的原料應採用不同的工藝原則。例如棉紡中加工原棉時,採用先松后打、多松少返、合理打擊、早落少碎的工藝原則。加工化學短纖維或中長纖維時,由於化纖原料較蓬鬆,不含雜質,僅含少量的纖維疵點,所以採用多梳少打、少排除多回收的工藝原則。按照原則組合開清棉機械和配置工藝。對包裝過緊、含水或含雜過多的原料,一般應經過預處理。緊包原料應進行預開松,或先行拆包給予充分時間自然松解;含水過多的原料,在開松前應進行烘乾,以提高原料的開松效果。
具體反映在開松後半製品(纖維卷或纖維層)各項質量指標和落物情況上。這包括:
①半制品中雜質和疵點的種類和數量;
②半制品的結構和均勻度;
③半制品中短纖維的含量;
④纖維塊的開松度,以纖維塊的平均重量(克/塊)、單位體積重量(公斤/米3)或纖維塊在空氣中自由沉降的終末速度等表示;
⑤落物中含有可紡纖維的數量。
為了進一步提高纖維原料的開松質量和改善成紗品質,開松工藝的主要發展方向是:改進開松機件的形式和結構,廣泛採用刺輥、梳針打手或梳針滾筒等分梳機件,提高纖維塊的開松度,改善半制品的結構和均勻度;加強纖維原料的預開松,在開松過程中,多用自由打擊,盡量少用握持打擊;應用氣流和其他的開松除雜方法,避免纖維損傷和雜質碎裂,以減少由此造成的成紗疵點。

開松機

開松機

開松機

基本信息
- 中文名
- 開松機
- 密度
- 約為330~400公斤/米3
- 對象
- 原棉、羊毛、化學短纖維
- 過程
- 清除雜質