基孔制
用於機械工業的設計加工制度
基孔制配合與基軸制配合是規定配合系列的基礎。按照孔,軸公差帶相對位置的不同,基孔制和基軸制都有間隙配合,過渡配合和過盈配合三類配合。
各種配合是由孔,軸公差帶之間的關係決定的,而公差帶的大小和位置又分別由標準公差和基本偏差所決定。
一般應優先選用基孔制。
設計時,為了減少定製刀具、量具的規格和種類,便於生產,提高經濟性,應優先採用基孔制。
在可以獲得明顯的經濟效益的情況下,選擇基軸制。
結構上的特殊原因,同一基本尺寸的軸上有不同的配合要求。
基準制的選擇依標準件而定。
鍵(基孔制)、圓柱銷(基軸制)及滾動軸承(外圈與孔基軸制,內圈與軸基孔制)均為標準件。
為了滿足配合的特殊需要,可用任意孔,軸公差帶組成的配合
以孔的尺寸或某項參數為基準,然後按標準(公差等參數)加工軸的一種方法。
一般為三種情況:裝配後有相對運動要求的,應選用間隙配合;裝配后需要靠過盈傳遞載荷的,應選用過盈配合;裝配後有定位精度要求或需要拆卸的,應選用過渡配合或小間隙,小過盈的配合。
確定配合類別後,應儘可能的選用優先配合,其次是常用配合,再次是一般配合。如仍不能滿足要求,可按軸,孔公差帶組成相應的配合
定義:公稱尺寸相同的相互配合的孔和軸,將孔的公差帶位置固定,通過變換軸的公差帶位置而得到的不同配合。
基孔制的孔為基準孔,其下偏差(EI)為零,基本偏差代號為H。
在這裡,孔是配合的基準件,而軸是非基準件。
與基軸制配合的聯繫
基孔制配合與基軸制配合是規定配合系列的基礎。按照孔,軸公差帶相對位置的不同,基孔制和基軸制都有間隙配合,過渡配合和過盈配合三類配合。
間隙配合
孔與軸裝配時,有間隙(包括最小間隙等於零)的配合。孔的公差帶在軸的公差帶之上。
過渡配合
孔與軸裝配時,可能有間隙或過盈的配合。孔的公差帶與軸的公差帶互相交疊。
過盈配合
孔與軸裝配時有過盈(包括最小過盈等於零)的配合。孔的公差帶在軸的公差帶之下。
基準制
在製造配合的零件時,使其中一種零件作為基準件,它的基本偏差一定,通過改變另一種非基準件的基本偏差來獲得各種不同性質配合的制度稱為基準制。根據生產實際的需要,國家標準規定了兩種基準制。
1)基孔制
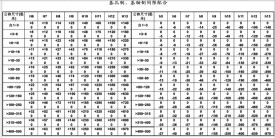
基孔制--是指基本偏差為一定的孔的公差帶與不同基本偏差的軸的公差帶形成各種配合的一種制度。見圖1中左圖。基準孔制的孔稱為基準孔,其基本偏差代號為H,其下偏差為零。
2)基軸制
基軸制--是指基本偏差為一定的軸的公差帶與不同基本偏差的孔的公差帶形成各種配合的一種制度。見圖1中右圖。基軸制的軸稱為基準軸,其基本偏差代號為h,其上偏差為零。
基本信息
- 中文名
- 基孔制
- 外文名
- Base hole system
- 適用領域
- 機械工業的設計加工
- 含義
- 基本偏差為一定的孔的公差帶,與不同基本偏差的軸的公差帶形成各種配合的一種制度
- 配合
- 間隙配合,過渡配合和過盈配合
- 優先選用
- 基孔制