鎢極惰性氣體保護焊
用於薄鋼板零件對接的焊接方法
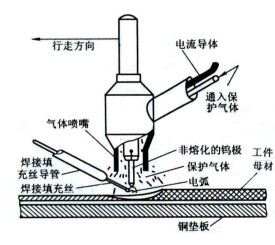
鎢極惰性氣體保護焊是在惰性氣體的保護下,利用鎢電極與工件間產生的電弧熱熔化母材和填充焊絲(如果使用填充焊絲)的一種焊接方法。焊接時保護氣體從焊槍的噴嘴中連續噴出,在電弧周圍形成氣體保護層隔絕空氣,以防止其對鎢極、熔池及鄰近熱影響區的有害影響,從而可獲得優質的焊縫。保護氣體主要採用氬氣。
鎢極惰性氣體保護焊分為手工焊、半自動焊和自動焊三類。手工鎢極氬弧焊時,焊槍的運動和添加填充焊絲完全靠手工操作;半自動鎢極氬弧焊時,焊槍運動靠手工操作,但填充焊絲則由送絲機構自動送進;自動鎢極氬弧焊時,如工件固定電弧運動,則焊槍安裝在焊接小車上,小車的行走和填充焊絲的送進均由機械完成。在自動鎢極氬弧焊中,填充焊絲可以用冷絲或熱絲的方式添加。熱絲是指填充焊絲經預熱后再添加到熔池中去,這樣可大大提高熔敷速度。某些場合,例如薄板焊接或打底焊道,有時不必添加填充焊絲。
上述三種焊接方法中,手工鎢極氬弧焊應用最廣泛,半自動鎢極氬弧焊則很少應用。
鎢極氬弧焊具有下列優點:
(2)小電流條件下的鎢極氬弧焊,適用於薄板及超薄板材料焊接。
(3)熱源和填充焊絲可分別控制,因而熱輸入容易調節,可進行各種位置的焊接,也是實現單面焊雙面成形的理想方法。
不足之處是:
(1)熔深淺,熔敷速度小,生產率較低。
(2)鎢極承載電流的能力較差,過大的電流會引起鎢極熔化和蒸發,其微粒有可能進入熔池,造成污染(夾鎢)。
鎢極氬弧焊可用於幾乎所有金屬和合金的焊接,但由於其成本較高,通常多用於焊接鋁、鎂、鈦、銅等有色金屬,以及不鏽鋼、耐熱鋼等。
鎢極氬弧焊所焊接的板材厚度範圍,從生產率考慮以3mm以下為宜。對於某些黑色和有色金屬的厚壁重要構件(如壓力容器及管道),在根部熔透焊道焊接、全位置焊接和窄間隙焊接時,為了保證高的焊接質量,有時也採用鎢極氬弧焊。
鎢極惰性氣體保護焊對接焊方法,用於非不鏽鋼薄鋼板零件之間的對接。
1)清除被焊工件焊接邊兩側的油污、鋅保護層和氧化物;
2)對被焊工件的焊接邊進行修理,確保其平整無毛刺;
3)調整兩被焊工件的 兩焊接邊之間的間隙為0~1mm,採用鎢極惰性氣體保護焊進行對接焊接,其主要焊接工藝條件為:焊接電流:200~400A;焊接電壓:8~20V;惰性氣體流量:6~20L/min;焊接速度:100~300cm/min。
放射線以兩種形式作用於人體:一是體外照射,二是通過呼吸和消化系統進入體內發生體內照射。從對掩氬弧焊和等離子弧焊的大量調查和測定證明,它們的放射性危害性是較小的,因為每天消耗釷鎢極棒僅100—200毫克,放射劑量極微,對人體影響不大。
有兩種情況必須注意:一是在容器內焊接時,通風不暢,煙塵中放射性粒子有可能超過衛生標準;二是在磨削釷鎢棒時及存在釷鎢棒的地點,放射性氣溶膠和放射性粉塵的濃度,可達到甚至超過衛生標準。
基本信息
- 中文名
- 鎢極惰性氣體保護焊
- 外文名
- Gas Tungsten Arc Welding或Tungsten Iner Gas
- 分類
- 手工焊、半自動焊和自動焊
- 學科
- 機械