感應爐
利用電熱效應使物料加熱的電爐
利用物料的感應電熱效應而使物料加熱或熔化的電爐。感應爐採用的交流電源有工頻( 50或60赫 )、中頻(150~10000赫)和高頻(高於10000赫)3種。感應爐的主要部件有感應器、爐體、電源、電容和控制系統等。在感應爐中的交變電磁場作用下,物料內部產生渦流從而達到加熱或者融化的效果。感應爐通常分為感應加熱爐和熔煉爐。熔煉爐有芯感應爐和無芯感應爐兩類。有芯感應爐主要用於各種鑄鐵等金屬的熔煉和保溫,能利用廢爐料,熔煉成本低。無芯感應爐分為工頻感應爐、三倍頻感應爐、發電機組中頻感應爐、可控硅中頻感應爐、高頻感應爐。

感應爐
加熱速度快、生產效率高、氧化脫碳少、節省材料與鍛模成本由於中頻感應加熱的原理為電磁感應,其熱量在工件內自身產生,普通工人用中頻電爐上班后十分鐘即可進行鍛造任務的連續工作,不需燒爐專業工人提前進行燒爐和封爐工作。不必擔心由於停電或設備故障引起的煤爐已加熱坯料的浪費現象。由於該加熱方式升溫速度快,所以氧化極少,每噸鍛件和燒煤爐相比至少節約鋼材原材料20-50千克,其材料利用率可達95%。由於該加熱方式加熱均勻,芯表溫差極小,所以在鍛造方面還大大地增加了鍛模的壽命,鍛件表面的粗糙度也小於50um。
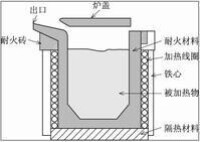
坩堝型高頻感應爐
工作環境優越、提高工人勞動環境和公司形象、無污染、低耗能。
感應加熱爐與煤爐相比,工人不會再受炎炎烈日下煤爐的烘烤與煙熏,更可達到環保部門的各項指標要求,同時樹立公司外在形象與鍛造業未來的發展趨勢。感應加熱是電加熱爐中最節能的加熱方式由室溫加熱到1100℃的噸鍛件耗電量小於360度。
加熱均勻,芯表溫差極小,溫控精度高。

溫控器
利用感應線圈產生的感應電流加熱物料的一種電爐。若加熱金屬物料,則將其放在耐火材料製作的坩堝中。若加熱非金屬材料,則將物料放在石墨坩堝中。增加交流電頻率時,感應電流頻率則相應提高,產生的熱量增多。感應電爐加熱迅速,溫度高,操作控制方便,物料在加熱過程中受污染少,能保證產品質量。主要用於熔煉特種高溫材料,也可作為由熔體生長單晶的加熱和控制設備。
工頻感應爐是以工業頻率的電流(50或60赫茲)作為電源的感應電爐。工頻感應電爐已發展成一種用途比較廣泛的冶鍊設備。它主要作為熔化爐用來冶鍊灰口鑄鐵、可鍛鑄鐵、球墨鑄鐵和合金鑄鐵。此外,還作為保溫爐使用,同前,工頻感應爐已代替衝天爐成為鑄造生產方面的 溝型低頻感應爐
主要設備,和衝天爐相比,工頻感應爐具有鐵水成分和溫度易於控制、鑄件中的氣體與夾雜物的合量低、不污染環境、節約能源和改善了勞動條件等許多優點。因此,近年來工頻感應爐得到迅速發展。
工頻感應爐全套設備包括四大部分。
1.爐體部分
冶鍊鑄鐵的工頻感應爐爐體部分由感應爐(兩台,一台用於冶鍊,另一台備用)、爐蓋、爐架、傾爐油缸、爐蓋移動啟閉裝置等組成。
2.電氣部分
3.水冷系統
4.液壓系統
液壓系統包括油箱、油泵、油泵電機、液壓系統管道與閥門和液壓操作台等。
中頻感應爐所用電源頻率在150一10000赫茲範圍內的感應爐稱為中頻感應爐,其主要頻率在150一2500赫茲範圍。國產小頻感應爐電源頻率為150、1000和2500赫茲三種。
中頻感應爐是一種適用於冶鍊優質鋼與合金的特冶設備,工頻感應爐相比具有以下優點:
1)熔化速度快,生產效率高。中頻感應爐的功率密度大,每噸鋼液的功率配置比工頻感應爐約大20一30%。因此,在相同條件下中頻感應爐的熔化速度快,生產效率高。
2)適應性強,使用靈活。中頻感應爐每爐鋼液可以全部出凈,更換鋼種方便;而工頻感應爐每爐鋼液不允許出凈,必須保留一部分鋼液供下爐啟動,因此更換鋼種不方便,只適用於冶鍊單一品種鋼。
3)電磁攪拌效果較好。由於鋼液承受的電磁力是與電源頻率的平方根成反比,因此中頻電源的攪拌力比工頻電源小。對於去除鋼中雜質和均勻化學成分、均勻溫度來說,中頻電源的攪拌效果比較好。工頻電源過大的攪衝力使鋼液對爐襯的沖刷力增 大,不僅降低精鍊效果而且會降低坩堝壽命。
4)起動操作方便。由於中頻電流的集膚效應遠大於工頻電流流,因此中頻感應爐在起動時,對爐料沒有特殊要求,裝料后即可迅速加熱升溫;而工頻感應爐則要求有專門製作的開爐料塊(與坩堝尺寸近似,約以坩堝高度一半的鑄鋼或鑄鐵塊)才能啟動加熱,而且升溫速度很慢。因此,在周期作業的條件下大多使用中頻感應爐。起動方便帶來的另一個優點是,在周期作業時可以節約電力。
由於以上優點,中頻感應爐近幾年來,不僅廣泛地用於鋼與合金的生產領域,而且在鑄鐵生產中,特別是在周期作業的鑄造車間也得到很快的發展。
中頻感應爐的成套設備包括:電源及電氣控制部分,爐體部分,傳動裝置及水冷系統。

基本信息
- 外文名
- induction furnace
- 特點
- 加熱速度快、生產效率高