可轉位刀具
可轉位刀具
可轉位刀具(cutting tool with indexable inserts)將能轉位使用的多邊形刀片用機械方法夾固在刀桿或刀體上的刀具。
切削,刃尖磨鈍,刀片轉另刃尖,刀片鈍磨。轉刀具刀片采硬質合金,也有採用陶瓷、多晶立方氮化硼或多晶金剛石的。1949~1950年間,美國最早研製成採用機械夾固的可轉位車刀,並於1954年開始出售稱為丟棄式(throw-away)的可轉位刀片和車刀商品。中國曾稱這種刀具為“不重磨刀具”。
轉刀具釺焊式械夾固式刀具優:①避免硬質合釺焊容易產裂紋缺;②轉刀片適合沉積硬質合金刀片表面沉積薄層更硬的材料(碳化鈦、氮化鈦和氧化鋁),以提高切削性能;③換刀時間較短;④由於可轉位刀片是標準化和集中生產的,刀片幾何參數易於一致,切屑控制穩定。可轉位刀具的應用範圍很廣,包括各種車刀、鏜刀、銑刀、外表面拉刀、大直徑深孔鑽和套料鑽等。
刀片形狀形、形、五形、凸形、圓形菱形(圖)。刀片廓形切圓徑刀片基參,尺寸(毫米)系列.、.、.、.、.、.、. …。刀片公差等級有精密級(G)、中等級(M)和普通級(U)3種,可按需要選用。各種形狀的刀片有中心帶孔或不帶孔的;有不帶后角或帶不同后角的;有不帶斷屑槽的,也有一面或兩面都有斷屑槽的。
為了適應在各種使用條件下斷屑的需要,刀片的斷屑槽製成多種形式。圖1中,a、e為通穿槽,c、g、i為封閉槽,b為三級封閉槽,d為凹弧形槽,h為點式斷屑台(不是槽)。可轉位刀片的斷屑槽(或斷屑台)通常是在硬質合金壓制后燒結而成。通穿式斷屑槽也可在已燒結的刀片上磨削出來。多級的和凹弧形的斷屑槽以及點式斷屑台都比單級槽有較大的斷屑範圍(即能夠斷屑的切削速度、切深和進給量範圍較大)。

可轉位刀具

可轉位刀具

可轉位刀具
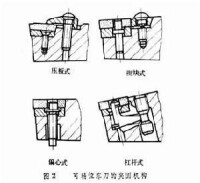
車刀一般用不帶后角的刀片,使用時刀片相對於車刀的底面傾斜一定的角度,使車刀具有必要的后角。對刀片夾固機構的基本要求是:轉位操作方便,定位精度高,夾緊可靠,不妨礙排屑、工藝性好。圖2為可轉位車刀的幾種主要夾固機構。
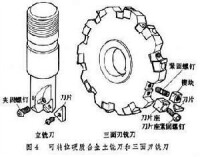
銑刀的刀片基本上只用楔塊夾固和壓板夾固,為了使加工出的工件表面光潔,所有刀片在銑刀上的軸向位置要求精確地一致,為此對刀片採取側面3點定位的措施(圖3),即使刀片磨製時的3個定位點和安裝時的3個定位點(即圖3中A、B、C3個點)相同。精加工用的面銑刀可以把一兩個特定位置上的刀片換裝有較長平直刃的修光刀片,用以刮光其餘刀片切削后殘留下來的微小凸痕。
可轉位刀具

可轉位刀具
可轉位刀具
