田口玄一
田口玄一
田口玄一 ( Taguchi Gen'ichi,1924年1月1日 -) ,日本新瀉縣人,為知名的統計學家與工程管理專家。從1950年代開始,他創造了田口方法(Taguchi Method),為品質工程的奠基者。
田口玄一(Genichi Taguchi)博士是享譽全球的質量大師,品管界大概無人不知這位大名鼎鼎的田口博士。他創造了田口方法(Taguchi Method),為品質工程的奠基者。
田口玄一博士出生於1924年,於1942-1945年服務於日本海軍水路部天文科,接著在公共衛生與福利部以及教育部的統計數學研究所工作。在1950年,他加入日本電話與電報公司新成立的電子通訊實驗室,在此他訓練工程師使用有效的技巧來提升研發活動的生產力。田口博士在該實驗室待了超過12年的時間,於此期間他逐漸發展了他的方法。
田口博士在電子通訊實驗室工作的期間,也廣泛的擔任日本企業的顧問,因此在1950年代的早期即有日本公司開始大規模應用田口方法,包括豐田公司及其附屬的公司。田口於1951年出版其第一本書介紹直交表(Orthogonal arrays)。
1954-1955年,田口博士為印度統計研究所的訪問教授,於此訪問的期間,他遇見了著名的統計學家R.A.Fisher與Walter A. Shewart。
1957-1958年,田口博士為一般工程師出版“實驗設計”一書(計二冊)。1962年,田口首次拜訪美國,在普林斯頓擔任訪問教授,並至AT&T貝爾實驗室拜訪。同年,田口獲得日本九州島大學博士學位。
1964年,田口博士成為日本東京青山學院大學的教授,此職位田口一直待到1982年。在1966年田口及一些共同作者發表Management by Total Results,此著作被吳玉印先生翻譯為中文。在此階段,雖然田口方法的應用已傳至台灣與印度,但對於西方國家而言依舊是相當陌生。至此,田口方法的應用仍停留在生產的過程,一直到1970年代之後,田口方法才被使用至產品設計中。
在1970年代早期,田口博士發展質量損失函數的概念,並再修訂其“實驗設計”一書。直到1970年代晚期,田口博士於日本已是名聲大噪,且已於1951年和1953年獲得戴明品質文獻獎(Deming Awards for Literature on Quality),1960年獲得戴明個人獎。在講究輩分的日本傳統文化當中,田口博士能在36歲即獲得如此崇高的質量大獎,堪稱罕見,也愈見其發展之質量方法所受到的重視與肯定。
1980年,田口以日本質量研究院(Japanese Academy of Quality)主任的身分,接受吳玉印先生之邀請至其美國的公司演講。在這次的訪美活動中,田口再度拜訪AT&T貝爾實驗室,並由Madhav Phadke先生接待。雖然在語言的溝通上有些問題,但成功的實驗結果讓田口方法建立於貝爾實驗室中。
自1980年田口訪問美國之後,越來越多的美國工廠實施了田口方法。雖然有很多的美國統計學者對田口方法持反面的意見,多數的批評來自於田口方法缺乏嚴謹的理論背景做為支撐。然而,由於該方法在業界有不少成功的實績案例,因此很多大型企業(包括Xerox、Ford、ITT等)開始聚精會神地利用田口方法在各項的產品改良與製程改善。
1982年,田口擔任日本標準協會(Japanese Standards Association)的顧問。1983年田口擔任美國供貨商協會執行總裁。1984年田口再度獲得戴明品質文獻獎。
田口終生獲獎無數,除了上面所提之外,田口曾獲得國際技術協會的Willard F Rockwell Medal(1986)、美國工程科學技術名人紀念館(1988)、日本政府的Ingigo Ribbon Award(1989)、美國自動化名人紀念館(1994)、美國質量學會的Shewart Award(1996)、日本統計學會的JSS Award(1996)、美國汽車名人紀念館(1997)、美國製造工程師學會的Albert M Sargent Progress Award(1998)等,目前為美國質量學會和機械工程師學會的榮譽會員。
田口博士將質量分為二類,第一類是顧客要的,這包括機能本身、外觀、產品種類、售價等相關議題;第二類是顧客不要的,例如社會損失、失效、缺點、污染、機能變異等。第一類的質量與顧客個人的所得收入與價值觀有關,這方面的質量問題不是工程師所能決定的,它是取決於公司的產品策略。因此公司需決定市場區隔的大小、決定產品規格等。第二類的質量問題正是工程師所要改善的,它對於市場佔有率有著重要的影響,並可提升出口市場的競爭力。
田口博士進一步談到已有許多書籍討論產品機能的相關議題,但卻很少著墨討論如何預防失效、如何降低變異。田口方法就是要談如何預防失效、如何降低變異、如何降低成本等問題。
田口博士認為所有第二類型的質量問題都是起因於底下三種雜音因子:(1)環境使用狀況,(2)退化與磨損,(3)個別的差異(即製造的不良)。非常重要的觀念就是,生產或製造工程師無法解決來自使用狀況與退化等雜音的問題,他們只能改善來自製造不良的問題;然而產品設計工程師卻可以改善所有來自上述三種雜音因子的問題。所以在研發階段,訓練產品設計工程師如何衡量產品機能的穩健性,是很重要的。也就是說,傳統產品研發的測試與評估方式需要做改變,我們需要訓練設計工程師如何評估產品機能性(相對於下游的使用狀況),而這種訓練對於達成競爭力而言是一最急迫的投資。在日本已有許多世界級的公司大量投資在這方面的訓練。
田口博士認為他的方法是一種工程的方法,而工程與科學之間有很大的差別存在。科學是追求能夠說明自然現象的法則,以找出唯一的正確法則為目的而努力。在工程的領域裡,擁有同樣機能的產品可用各種方法來設計與製造。目前有很多工程方面的書描述如何設計一產品以執行產品機能,但這些書就是不談如何在各種使用狀況下最小化機能失效、如何藉由改善穩健性來降低製造成本、如何最小化污染等問題。這些問題對於一企業的競爭力有著重要影響,對此田口方法將扮演相當重要的角色。田口博士認為他的方法可用來改善研發部門的效率。
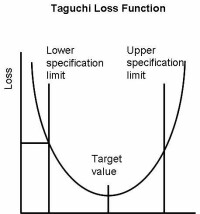
田口方法示意圖
接著,田口發展動態方法應用在目標值未知或是當目標值必須在某個範圍內變動的情況。當產品的特性必須有一個函數關係時,可以應用動態方法讓資源做最有效的運用。也就是說,每當改變產品規格時,如何重新將整個製程最佳化非常重要,而動態信號雜音比方法就是允許這一類隨著一個函數對系統作最佳化的情形。當然,動態方法的出現,其成效還是很驚人。
近幾年來,田口又發展出利用馬氏距離(Mahalanobis Distance)來進行多變數決策分析,這個方法田口稱之為MTS(Mahalonobis-Taguchi System),其乃是指利用馬式距離進行多元特性變數的綜合評價,然後再以田口的SN比進行選擇重要的特性變數之一種分析方法。目前田口對此方法相當著迷,也出版了二本英文書加以介紹。截至目前為止,田口所發表有關MTS在實務上的應用,包括:疾病診斷、火災警示、意外事故預防系統的設計、個人信用等。
最近,日本國際貿易與工業部有計劃的將田口方法(包括SN比、損失函數、動態特性、馬氏距離之應用等)提案至ISO/TC,希望可以通過共識、批准,進行標準化。
在整個工業革命的過程中,田口博士說過去是著重在機器的管理,但現在計算機已可幫人類做許多事情,因此信息管理顯得相當重要。對於他所發展的方法,除可以實驗的方式進行之外,也可利用計算機模擬進行分析。
與許多日本的品管專家一樣,田口博士也認為解決實際的問題是很重要的。現場是複雜的,而且存在著永遠解不完的問題。透過問題的詳細分析,吾人往往可以想出一些方法或修正現有的方法來求解。田口博士也相當鼓勵年輕人應該隨時擁有解決問題的動力,他特別提出Intelligence × Knowledge × Skill × Motivation這樣的概念,勉勵後進繼續為質量的進步而努力。
至2003年底,田口博士就滿80歲了,目前他仍舊相當活躍,時常受邀至國外演講。田口博士是一個既聰明又用功的人,難怪他的成就超凡。由於他不時有新點子跑出來,上過他的課的人,有很多人都聽不太懂(或許無法完全掌握他所要傳達的重點),狩野紀昭博士說田口的思考模式是跳躍性的,一般人很難跟得上。