鋼筋閃光對焊
專業術語
鋼筋閃光對焊是專業術語,拼音為gāng jīn shǎn guāng duì hàn,將兩鋼筋安放成對接形式,利用電阻熱使接觸點金屬熔化,產生強烈飛濺,形成閃光,迅速施加頂鍛力完成的一種壓焊方法。
目錄
鋼筋閃光對焊
英文
鋼筋閃光對焊應符合下列規定:
1、除正式焊接之前進行焊接工藝試驗外,每個焊工均應在每班工作開始 時,先按實際條件試焊2個對焊接頭試件,並做冷彎試驗,待其結果合格后 方可正式施焊。
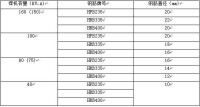
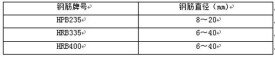
2、鋼筋牌號、直徑在下表範圍內時,可釆用“連續閃光焊”;超出下表範圍,且鋼筋端面較平整,宜釆用“預熱閃光焊”;超出下表範圍,且鋼筋端面不平整,宜釆用“閃光一預熱閃光焊”。
可連續閃光焊的鋼筋
連續閃光焊鋼筋上限直徑
鋼筋閃光對焊
5、變壓器級數應根據鋼筋牌號、直徑、焊機容量以及焊接工藝方法等具體情況選擇。
7、閃光對焊接頭的外觀質量應符合下列規定:
1)接頭周緣應有適當的鐓粗部分,並呈均勻的毛刺外形。
2)鋼筋表面不得有明顯的燒傷或裂紋。
3)接頭彎折的角度不得大於4°。
4)接頭軸線的偏移不得大於0.1么且不得大於2mm。
基本信息
- 中文名
- 鋼筋閃光對焊
- 外文名
- Flash butt welding of reinforcing steel bar
- 出處
- 鋼筋焊接及驗收規程—JGJ--2003
- 原理
- 電阻熱使接觸點金屬熔化
- 產生
- 強烈飛濺,形成閃光