複合塑料編織袋
複合塑料編織袋
《複合塑料編織袋(GB/T 8947-1998)》是GB 8947-88《複合塑料編織袋》的修訂版。《複合塑料編織袋(GB/T 8947-1998)》根據GB/T 1.1-1993《標準化工作導則 第1單元:標準的起草與表述規則 第1部分:標準編寫的基本規定》及GB/T 1.3-87《標準化工作導則 產品標準編寫規定》的要求,對原標準中的適用範圍、技術要求、試驗方法等進行了修訂,使產品按型號、單位面積質量進行考核,使其更具系列化。在技術要求中,增加了衛生性能及包裝溫度的指標及試驗方法,與原標準相比,《複合塑料編織袋(GB/T 8947-1998)》的適用範圍更合理,技術指標值更高,試驗方法更科學。
本標準規定了複合塑料編織袋的產品分類、技術要求、試驗方法、檢驗規則及標誌、包裝、運輸、貯存要求。
本標準適用於以聚丙烯、聚乙烯樹脂為原料,經擠出、拉伸成扁絲,再經編織成的塑料編織布(以下簡稱布)為基材,經流延法複合后製成的用於包裝粉狀或粒狀固體物料及柔性物品的複合塑料編織袋(布/膜複合為二合一,布/膜/紙複合為三合一,經縫製或粘合縫製成袋分別稱為二合一袋和三合一袋)(以下簡稱袋)。
下列標準所包含的條文,通過在本標準中引用而構成為本標準的條文。本標準出版時,所示版本均為有效。所有標準都會被修訂,使用本標準的各方應探討使用下列標準最新版本的可能性。
GB/T 1039--92 塑料力學性能試驗方法 總則
GB/T 1040--92 塑料拉伸性能試驗方法
GB/T2828--87 逐批檢查計數抽樣程序及抽樣表(適用於連續批的檢查)
GB/T 4857.5--92 包裝 運輸包裝件 跌落試驗方法
GB/T 5009.60--1996 食品包裝用聚乙烯、聚苯乙烯、聚丙烯成型品衛生標準的分析方法
GB/T 8808--88 軟質複合塑料材料剝離試驗方法
GB 9687--88 食品包裝用聚乙烯成型品衛生標準
GB 9688--88 食品包裝用聚丙烯成型品衛生標準
按主要材料構成分為聚丙烯二合一袋,聚丙烯三合一袋,聚乙烯二合一袋,聚乙烯三合一袋。
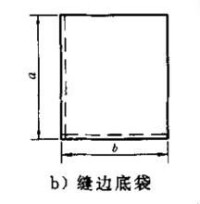
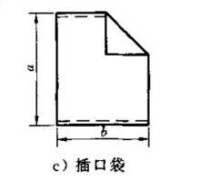
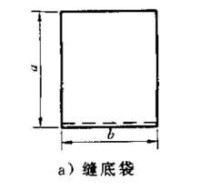
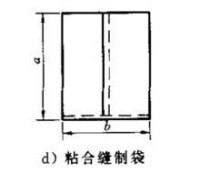
按縫製方法分為縫底袋、縫邊底袋、插口袋、粘合縫製袋(見圖1)。
複合塑料編織袋
複合塑料編織袋
複合塑料編織袋
複合塑料編織袋
a -- 有效長度
b -- 有效寬度
型號和允許裝載質量應符合表1規定。
表1
| 型號 | TA型 | A型 | B型 | C型 |
| 允許裝載質量,kg | 10~20 | 21~30 | 31—50 | 51—60 |
按袋的有效寬度分為450,500,550,600,650,700mm。
凡有效寬度不符合上述規格的,由供需雙方商定。
袋的有效長度由供需雙方協商決定。
外觀質量應符合表2的規定。
表2
| 項 目 | 技術要求 |
| 稀檔 | 間隔100 mm內,經緯絲斷缺不超過2根 |
| 褶皺 | 寬度3 mm,長度100 mm的摺疊不多於3處 |
| 清潔 | 由油或其他原因造成100 mm以下的明顯污點不多於3處 |
| 縫合 | 不允許出現縫線脫針、斷線、未縫住卷折現象 |
| 複合 | 不允許出現複合寬度不足、明顯脫落、氣孔或硬塊 |
圓筒袋雙面複合時,雙側各應大於基材寬度5 mm。
袋的允許偏差應符合表3的規定。
表 3
| 項 目 | 允許偏差 |
| 長度,mm | +15 -10 |
| 寬度, mm | +15 -10 |
| 袋單位面積質量, g/m | +8 -7 |
| 複合膜厚度, mm | +O. 005 -0. 005 |
物理性能應符合表4的規定。
表4
| 項目 | TA型 | A型 | B型 | C型 | |
| 布的單位面積質量,g/m 不小於 | 65 | 80 | 90 | 105 | |
| 經向 | 450 | 550 | 650 | 800 | |
| 緯向 | 450 | 550 | 650 | 800 | |
| 拉伸負荷,N/50 mm 不小於 | 粘合向 | 300 | 350 | 400 | 400 |
| 縫邊向 | 250 | 300 | 350 | 400 | |
| 縫底向 | 200 | 250 | 300 | 350 | |
| 剝離力,N/30 mm 不小於 | 3.0 | ||||
| 註:特殊要求由供需雙方協商決定。 | |||||
耐熱性試驗無異常。
用於食品、醫藥包裝時應符合GB 9687或GB 9688規定。
包裝物不漏失,包裝袋不破裂。
在自然光線下目測。
將袋攤平,用精確到l mm的直尺,在中間和離邊100 mm處各量三處,直尺應與袋邊平行,以最大偏差作為測試結果。
袋的單位面積質量按式(1)計算:
M = M + M + M..........................(1)
式中:M——袋的單位面積質量,g/m;
M——布的單位面積質量,g/m;
M一一紙的單位面積質量,g/m;
M一一複合膜的單位面積質量,g/m。
將袋攤平,在袋的上、下兩個對角處取面積為100 cm兩塊,試樣外邊線與袋邊線相距100 mm。用最小分度值為0. Olg的天平稱取質量,取其算術平均值,並按式(2)計算單位面積質量偏差。
T = M-M/M × 100 .............................................(2)
式中;T一一單位面積質量偏差,%;
M——100 cm試樣的質量×100,g/m;
M——公稱單位面積質量,g/m。
複合膜厚度測試及計算見附錄A(標準的附錄)。
試驗條件按GB/T 1039規定進行。
試樣在溫度為23C士2C,常濕條件狀態調節4h,並在此條件下進行試驗。
試驗設備應符合GB/T 1040--92第6章有關設備規定:夾具間距200mm,空車下降速度為200 mm/min士20 mm/min。
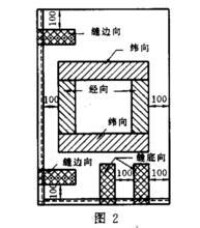
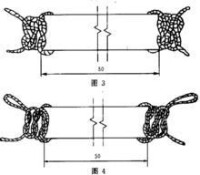
取樣方法:以編織布面的縫紉卷折面為取樣面,按圖2所示部位在每個袋上順絲的走向取經向、緯向、縫邊向(粘合向)、縫底向試樣各兩塊,長300mm,寬50 mm,縫向試樣的兩邊縫線應適當留長。平針法如圖3,連鎖法如圖4,兩邊各打三道結。
單位:mm
複合塑料編織袋
複合塑料編織袋
記錄試樣在拉伸過程中的最大值,試驗結果以算術平均值表示,精確到10 N。
試驗中如遇到試樣在夾具中破裂、滑脫等而影響準確性時,應另換試樣重傲。
按GB/T8808規定進行。
試樣預處理及試驗條件同5.5.1的規定。
試驗時按圖2所示部位在袋的另一面順絲的走向分別剪取經向、緯向試樣各兩塊、長200mm, 寬30 mm。
在試樣的一端用手或膠粘帶將膜和布分開50 mm,分別夾在試驗機夾具上,夾具間距100 mm,試驗速度200 mm/min士20 mm/min,試驗結果以算術平均值表示,精確到0.1N。
如果試樣在用手或膠粘帶無法將膜和布、紙分開,使試驗無法進行時,則以試樣合格判定。
將袋平攤,分別取經向、緯向試樣各兩塊,長300 mm,寬20 mm。
將其內層表面重疊起來,在上面施加9.8 N(1 kgf)的負荷,二合一袋放入80℃、三合一袋放入85 ℃的烘箱內lh,取出后立即將兩塊重疊試樣分開,檢查表面有無粘著、熔痕等異常情況。
按GB/T 5009.60規定進行。
試驗環境為常溫、常濕。
試驗高度
按GB/T 4857.5--92附錄A規定進行,試驗場地為平整水泥地面。
填充係數為0.80--0.85。
試驗用質量及物料選用
TA型袋:裝20 kg的聚丙烯、聚乙烯樹脂或密度相當的物料;
A型袋:裝載25 kg的聚丙烯、聚乙烯樹脂或密度相當的物料;
B型袋:裝載40 kg尿素或密度相當的物料;
C型袋:裝載50 kg尿素或密度相當的物料。
試驗次序
第一條:縱向——平向——側向
第二條:平向——側向——縱向
第三條:側向——縱向——平向
同一原料、同一配方、同一型號的產品為一批,每批不超過5萬條。
外觀試樣按GB/T 2828規定的一次正常抽樣方案進行,以每百單位產品不合格品數表示批質量,一般抽查水平為I,合格質量水平(AQL)為6.5,見表5。
表5
| 批量 | 樣本大小 | 合格判定數Ac | 不合格判定數Re |
| 501—1 200 | 32 | 5 | 6 |
| 1 201--3 200 | 50 | 7 | 8 |
| 3 201--10 000 | 80 | 10 | 11 |
| 10 001~35 000 | 125 | 14 | 15 |
| 35 001~150 000 | 200 | 21 | 22 |
出廠檢驗項目為4.1、4.2、4.3、4.4內容。
型式檢驗項目為技術要求全都內容。
有下列情況之一時,應進行型式檢驗:
a) 正式生產後,如結構、材料、工藝有較大改變,可能影響產品性能時;
b) 正常生產時,每年進行一次檢驗;
c) 出廠檢驗結果與上次型式檢驗有較大差異時。
樣本單位的質量判定
袋的外觀和偏差按4.1和4.3要求檢驗,每條袋為一樣本單位,若全部檢驗項目合格,則樣本單位為合格。
合格批的質量判定
袋的外觀和偏差按表5判定。
物理性能若有不合格項,應在原批中加倍取樣,並對不合格項目進行復驗,復驗結果仍不合格,則判該批不合格。
耐熱試驗
耐熱試驗后如有粘著、熔痕等異常情況,則判該型式檢驗不合格。
衛生性能
衛生性能如有不合格,則判該型式檢驗不合格。
跌落試驗
跌落試驗出現包裝袋破裂,包裝物漏失,該型式檢驗判為不合格。
產品包裝上應有製造廠名、品名、規格、數量、標準編號、商標、出廠日期等內容。
袋的包裝應牢固、平整,適應於運輸。
每件包裝中不允許有不同品種、型號、規格的產品。
每件包裝中一般分300條、500條,或由供需雙方協商決定。
每件包裝中有產品合格證。
袋在運輸過程中不應靠近火源、熱源,避免日光直接照射。
袋應於陰涼潔凈的室內貯藏,貯藏期從出廠日期算起,不得超過十八個月。
復膜厚度的測試及計算
A1 復膜厚度的測試
A1.1 取樣方法:分別剪取紙、編織布和複合后的二合一、三合一試樣各三塊,每塊面積為100 cm。
A1.2 測試方法,用最小分度值為0.01 g的天平分別稱取試樣的質量,取其算術平均值。
A2 復膜厚度的計算
δ= (m-m-m)/D × 10 ..........................(2)
式中:δ——復膜的厚度,mm;
m——每平方厘米二合一或三合一的質量,g/cm;
m一一每平方厘米未經複合的編織布質量,g/cm;
m——每平方厘米未經複合的紙質量,g/cm;
D一一複合膜的密度,g/cm。