X射線應力測定儀
X射線應力測定儀
X-350A型X射線應力測定儀依據中華人民共和國標準 GB7704--87《X射線應力測定方法》,能夠在短時間內無損地測定材料表面指定點、指定方向的殘餘應力(用“ + ”、“ - ”號分別表示拉、壓應力), 並具備測定主應力大小和方向的功能。在構件承載的情況下測得的是殘餘應力與載荷應力之代數和,即實際存在的應力。適用於各種金屬材料經過各種工藝過程(如鑄造、鍛壓、焊接、磨削、車削、噴丸、熱處理及各種表面熱處理)製成的構件。
X射線應力測定儀,因功能齊全而適於實驗室的試驗研究工作,又因輕便靈活而適於現場測量。
各種機械構件在製造時往往會產生殘餘應力。在製造過程中,適當的殘餘應力可能成為零件強化的因素,不適當的殘餘應力則可能導致變形和開裂等工藝缺陷; 在加工以後,殘餘應力將影響構件的靜載強度、疲勞強度、抗應力腐蝕能力及形狀尺寸的穩定性。一個構件殘餘應力狀態如何,是設計者、製造者和使用者共同關心的問題。無損地測定殘餘應力是改進強度設計,提高工藝效果,檢驗產品質量和進行設備安全分析的必要手段。
為了說明殘餘應力測試技術的應用場合,於此列舉如下事例:
1.在現代機械工程中,由於焊接技術的進展,使許多巨大金屬機構的製造成為可能,但隨之而來的問題就包括如何測定並進而控制其殘餘應力的大小和分佈。這是一個絕對不可掉以輕心的問題,它關係到工程的質量、壽命和安全。實際上,對於諸如球罐、塔器、軋輥、鐵路、橋樑船舶、海上石油平台、水利水電工程中的大閘門和壓力鋼管等等大型構船舶、海上石油平台、水利水電工程中的大閘門和壓力鋼管等等大型構件,以及航空、航天、核工業的有關設備,各有關部門都已把測定和控制殘餘應力的問題提到重要議事日程上來。
2.為了消除對構件帶來不良影響的殘餘應力,傳統的熱時效方法還在普遍採用,而後來興起的振動時效技術也正逐步形成推廣應用的熱潮。顯然,檢測構件時效前後,特別是振動時效前後各部位殘餘應力的變化,對於確定和正確掌握時效工藝是十分必要的。
3.為了提高某些零件的疲癆強度,材料強度專家們提出採用噴丸、滾壓、表面熱處理以及表面化學熱處理等辦法。就其強化機理而言,這裡就包括 一個至關重要的因素──殘餘壓應力的作用。因此,無損地測定零件表面殘餘應力對於確定和正確掌握強化工藝也是十分必要的。
4.機械設備的失效分析表明,應力腐蝕是導致零部件損傷和斷裂事故的主要原因之一。其中,因焊接或其它工藝產生的殘餘拉應力所引起的事故佔大多數。因此對於在腐蝕介質中工作的構件,殘餘應力是正或是負,以及絕對值的大小肯定是不容忽視的參數。
5.許多零件經過淬火、回火、磨削之後發現了裂紋。為了判定裂紋產生的主要原因,就必須分別研究熱處理應力和磨削應力。
6.為了保證零部件形狀尺寸的準確性和穩定性,也必須重視它的殘餘應力現狀和變化趨勢。凡要求精密之處,測定關鍵零部件的殘餘應力顯然是非常重要的。
8.X-射線應力測定儀是一種簡化和實用化的X射線衍射裝置,因而它還有一項附加的功能──測定鋼中殘餘奧氏體含量。由於它適用於各種實體工件,而且能夠針對同一點以不同的φ角、Ψ角進行測試,以探測織構的影響,這項功能便具備了重要而獨特的用途。
9.採用X-350A45170型測角儀可以測定各種實體工件的織構。
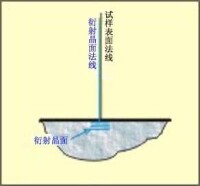
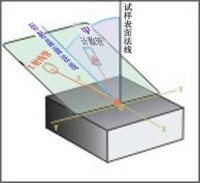
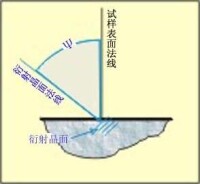
對於晶粒不粗大、無織構的多晶材料來說,在一束X光照射範圍內便有許許多多個晶粒,其中必有許多晶粒,其指定的(h k l)晶面平行於試樣表面,晶面法線與表面法線夾角ψ為0;也必有許多晶粒,其(h k l)晶面法線與表面法線成任意的ψ。首先,如圖A所示,以試樣表面某點(o點)法線為軸,將一束適當波長的X光和探測器(計數管)對稱地指向該點O,並同步地相向掃描改變入射角和反射角。根據布拉格定律,可以找到平行於試樣表面的(h k l)晶面的衍射峰和對應的衍射角2θ。這個由X光束和計數管軸線組成的平面稱作掃描平面,衍射晶面的法線必在掃描平面內,並居於X光束和計數管軸線二者角平分線的位置上。讓我們記住,此時掃描平面與試樣表面垂直,衍射晶面與試樣表面平行,ψ=0(如圖B)。然後,掃描平面以圖A中直線OY為軸轉過一個ψ角(如圖C),同樣也可以得到(h k l)晶面的衍射峰和對應的衍射角2θ ,這時,衍射晶面法線與試樣表面法線夾角為ψ(如圖D)。
X射線應力測定儀
X射線應力測定儀
X射線應力測定儀
等待添加
等待添加
等待添加

基本信息
- 外文名
- X-ray stress meter
- 用途
- X射線應力測定