冷拔鋼
鋼材的處理加工工藝
冷拔鋼是一種對鋼材的處理加工工藝,是指用冷拔方法而生產出來的各種冷拔鋼材。冷拔鋼的特點是:精度高、表面質量好。冷拔主要用於生產鋼絲,也用於生產直徑在50mm以下的圓鋼和六角鋼,以及直徑在76mm以下的鋼管。
這種經冷拔加工的鋼絲稱為冷拔低碳鋼絲。與冷拉相比,冷拉是純拉伸線應力,而冷拔既有拉伸應力又有壓縮應力。冷拔后,冷拔低碳鋼絲沒有明顯的屈服現象,按其材質特性可分甲、乙兩級。甲級鋼絲適用於作預應力筋;乙級鋼絲適用於作焊接網。焊接骨架、箍筋和構造鋼筋。
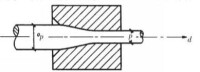
冷拔工藝過程:軋頭→剝殼→通過潤滑劑盒→進入拔絲模孔。軋頭在軋頭機上進行,目的是將鋼筋端頭軋細,以便穿過拔絲模孔。剝殼是通過3~6個上下排列的輥子,以除去鋼筋表面堅硬的渣殼,潤滑劑常用石灰、動植物油、肥皂、白蠟和水按一定比例製成。剝殼和通過潤滑劑能使鐵渣不致進入拔絲模孔口,以提高拔絲模的使用壽命,並消除因拔絲模孔存在鐵渣,使鋼絲表面擦傷的現象。剝殼后,鋼筋再通過潤滑劑盒潤滑,進入拔絲模孔進行冷拔。
①冷拔前應對原材料進行必要的檢驗。對鋼號不明或無出廠證明的鋼材,應取樣檢驗。遇截面不規整的扁圓、帶刺、過硬、潮濕的鋼筋,不得用於拔制,以免損壞拔絲模和影響質量。鋼筋冷拔前必須經軋頭和除銹處理。除銹裝置可以利用拔絲機捲筒和盤條轉架,其中,設3~6個單向錯開或上下交錯排列的帶槽剝殼輪,鋼筋經上下左右反覆彎曲,即可除銹。亦可使用與鋼筋直徑基本相同的廢拔絲模以機械方法除銹。
②為方便鋼筋穿過拔絲模,鋼筋頭要軋細一段(長150~200mm),軋壓至直徑比拔絲模孔小0.5~0.8mm,以便順利穿過模孔。為減少軋頭次數,可用對焊方法將鋼筋連接,但應將焊縫處的凸縫用砂輪銼平磨滑,以保護設備及拉絲模。
③在操作前,應按常規對設備進行檢查和空載運轉一次。安裝拔絲模時,要分清正反面.安裝后應將固定螺栓擰緊。
④為減少拔絲力和拔絲模孔損耗,抽拔時須塗以潤滑劑。一般在拔絲模前安裝一個潤滑盒,使鋼筋黏滯潤滑劑進入拔絲模。
⑤拔線速度宜控制在50~70m/min。鋼筋連拔不宜超過3次.如需再拔,應對鋼筋消除內應力,採用低溫(600℃~800℃)退火處理使鋼筋變軟。加熱后取出埋入砂中,使其緩冷,冷卻速度應控制在150℃/h以內。
⑥拔絲的成品,應隨時檢查砂孔、溝痕、夾皮等缺陷,以便隨時更換拔絲模或調整轉速。
電動螺桿張拉機主要用於預製廠長線台座上張拉冷拔鋼絲。DL1型電動螺桿張拉機性能如下:
張拉鋼絲規格:Φb3~Φb5
最大張拉力:10kN
最大張拉行程:780mm
張拉速度:2m/min
自重:143kg
DL1型電動螺桿張拉機的構造見下圖:
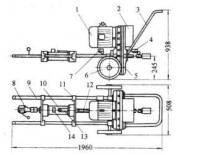
DL1型電動螺桿張拉機構造圖
電動螺桿張拉機操作時,按張拉力數值調整測力計標尺,將鋼絲插入鋼絲鉗中夾住,開動電動機,螺桿向後運動,鋼絲即被張拉。當達到張拉力數值時,電動機自動停止轉動。錨固好鋼絲后,使電動機反向旋轉。此時,螺桿向前運動,放鬆鋼絲,完成一次張拉操作。
電動卷揚張拉機主要用於預製廠長線台座上張拉冷拔鋼絲。LYZ一1型電動卷揚張拉機的技術性能如下:
張拉鋼絲規格:Φb3~Φb5
張拉行程:5m
最大張拉力:10kN
張拉速度:2.5m/min
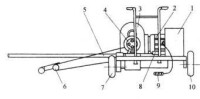
該機型號分為LYZ一1A型(支撐式),LYZ一1B型(夾軌式)兩種。B型適用於固定式大型預製場地,左右移動輕便、靈活,動作快、生產效率高。A型適用於多處預製場地,移動變換場地方便。
LYZ一1A型張拉機的構造見下圖:

基本信息
- 中文名
- 冷拔鋼
- 外文名
- cold drawn steel
- 目的
- 鋼材的處理加工工藝
- 應用
- 冶金
- 加個設備
- 電動螺桿張拉機
- 用於
- 生產鋼絲