TR90
高分子材料
TR-90(塑膠鈦)是一種具有記憶性的高分子材料,是目前國際最流行的超輕鏡框材料,具有超韌性,耐撞耐磨,摩擦係數低等特點,能有效防止在運動中,因鏡架斷裂、摩擦對眼睛及臉部造成的傷害。因其特異的分子結構,抗化學性佳,在高溫的環境下不易變形,短時間內可耐350度高溫,不易熔化和燃燒。
無化學殘留物釋放,符合歐洲對食品級材料的要求。TR90鏡架表面潤滑,密度1.14-1.15,放在鹽水會飄浮,比其他塑料眼鏡架輕,約少於板材框重量的一半,是尼龍材料的85%,可減少鼻樑、耳朵負擔,適合青少年使用。TR90材料製成的產品耐磨、抗化學性佳、耐溶劑性、耐氣候性好、不易燃燒、耐高溫。TR90是記憶性的高分子材料,抗變形指數620kg/cm2,不易變形。
參數說明書
2.乾燥:最好使用除濕乾燥機(把潮濕的空氣乾燥后,再送用乾燥機)用乾燥的空氣帶走原料中的水分,這樣成型的製品外觀、性能合格;如果沒有除濕乾燥機,請選擇天氣晴朗、空氣濕度小於50%時才生產。
3.如果幹燥充分、塑件還是發白,則需提高料筒的注塑溫度,使原料充分塑化。
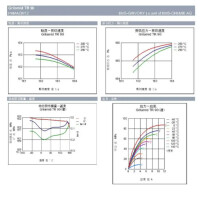
相關參數(見圖冊)
1.乾燥:
(1)除濕乾燥機90~110℃以下。乾燥2~4小時(乾燥機一定要裝在注塑機上面)
(2)烘箱100~110℃以下。乾燥3~6小時(注意:原包材料在沒有破包的情況下,不需要乾燥)
2.注入模具
3.冷卻成型
料筒溫度:進料段:230~240℃;中段:235~245℃;出料段:245~250℃;噴嘴:250~260℃;模溫:60~100℃
注射壓力:80~110mpa
成型周期:20~25s
螺桿轉速:30~60r/min
注塑問題
(1)充模不滿:提高炮筒溫度10—15℃,也不要提高注塑壓力和速度,以免產生水花;
(2)塑件發白起霧:提高料筒溫度10-15℃,壓力70-100mpa,速度中速,使排氣良好;
(3)粘模或者變黃色:降低炮筒溫度10—15℃,降低注塑壓力和速度;
爍斑的解決方法:
(1)充分乾燥是前提,消除污染(包括水分);
(2)降低料溫,分段調節料筒溫度;
(3)增加註射壓力;
(4)增加或減少預塑背壓壓力,減少螺桿轉速。
(5)改善流道及型腔排氣狀況;
(6)清理噴嘴、流道和澆口可能的堵塞;
(7)縮短成型周期;
震機脫皮問題:
(1)材料不幹凈,摻了雜料
(2)材料未乾燥,重新乾燥,乾燥到水分小於0.1%
汽車
汽車electr.和電子、照明、冷卻和氣候控制、燃料系統、動力系統和底盤
電器和電子產品
電器、機電設備、連接器、照明、手機和其它攜帶型設備
工業和消費品
加熱系統、家居用品、液壓和氣動、機械工程、醫療設備、電力傳輸、衛生、水和天然氣供應,體育和休閑、工具及配件
光學
鏡頭、光學組件、安全眼鏡、太陽鏡、眼鏡架
包裝
非導向的電影、化妝品、個人護理、醫療包裝
食品接觸
歐盟要求、FDA
醫療
USP VI,FDA
水接觸
國家科學基金會(NSF)的61年,KTW,WRAS,DVGW W270

基本信息
- 中文名
- 塑膠鈦
- 外文名
- TR90
- 熔點
- 耐350度高溫
- 化學品類別有機物
- 高分子材料
- 用途
- 鏡框材料等