溫鍛
金屬鍛造工藝
溫鍛亦稱“等溫模鍛”,是將模具加熱至金屬的鍛造溫度進行的模鍛。可充分利用金屬的塑性,降低變形抗力。可用較小噸位的設備進行鍛造。可使形狀複雜的工件成形。多用於模鍛時難變形的、變形溫度範圍狹窄的鋁合金、鈦合金及其他高溫合金鍛件的加工。溫鍛將金屬加熱到回復溫度或再結晶溫度附近進行的鍛造工藝。溫鍛變形時加工硬化有不同程度的降低,因而鍛造變形力比冷鍛低,但大於熱鍛。鍛件的精度、表面粗糙度、表面氧化、脫碳程度和力學性能則優於熱鍛件,與冷鍛件相近。還可鍛造冷鍛加工難以成形的高碳鋼與高合金鋼材料。
一般來說,鋼的再結晶溫度大約在750℃左右,在700℃以上進行鍛造時,由於變形能可得到動態釋放,成形阻力急劇減小;在700-850℃鍛造時,鍛件氧化皮較少,表面脫碳現象較輕微,鍛件尺寸變化較小;在950℃以上鍛造時,雖然成形力更小,但鍛件氧化皮和表面脫碳現象嚴重,鍛件尺寸變化較大。因而在700-850℃的範圍內鍛造可得到質量和精度都比較好的鍛件。
溫鍛指對於鋼質鍛件,將在結晶溫度以下且高於常溫的鍛造。採用溫鍛工藝的目的是獲得精密鍛件,溫鍛的也就在於可以提高鍛件的精度和質量,同時又沒有冷鍛那樣大的成形力。溫鍛工藝的應用與鍛件材料、鍛件大小、鍛件複雜程度有密切的關係。
溫鍛是在冷鍛基礎上發展起來的一種少無切削塑性成形工藝。它的變形溫度通常認為是在室溫以上、再結晶溫度以下的溫度範圍內,目前常見的溫鍛溫度範圍,黑色金屬一般是200℃~850℃,對有色金屬一般是室溫以上到350℃以下。
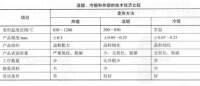
溫鍛、冷鍛和熱鍛的技術經濟比較
溫鍛、冷鍛和熱鍛的技術經濟比較如右圖所示。
溫鍛主要用於:冷鍛變形時硬化劇烈或者變形力高的不鏽鋼、合金鋼、軸承鋼和工具鋼等;冷變形時塑性差,容易開裂的材料,如鋁合金、銅合金等:冷態難加工,而熱態嚴重氧化、吸氣的材料,如鈦、鉬、鉻等:形狀複雜或為了改善產品綜合力學性能而不宜採用冷鍛時;變形程度較大,或者零件尺寸較大,冷鍛設備能力不足時。
選擇溫鍛溫度時,一般應考慮以下影響因素:
(1)溫度對材料流動應力和塑性的影響
一般都選擇流動應力較小的溫度或者越過較大流動應力的溫度。對有藍脆溫度區的金屬,選擇溫鍛溫度應避免該溫度範圍。
(2)鋼的強烈氧化問題
一般鋼在高於800℃以上氧化現象加劇,因此溫鍛溫度應低於800℃,可以採用快速加熱或者毛坯表面塗固體潤滑劑等有助於防止毛坯加熱時的氧化。
(3)溫鍛溫度對產品性能的影響
隨溫鍛溫度的增加,產品的韌性和塑性增加,而強度下降。而在一定的溫度下,隨著變形程度的增加,產品的強度增加而塑性降低。溫擠壓鋼的產品力學性能在200℃~400℃時,溫擠壓產品的力學性能與同等變形程度時的冷擠壓產品相近;而在400℃~800℃時,溫擠壓產品的力學性能為退火產品的1.1~1.5倍。
(1)冷鍛成形時硬化劇烈或變形抗力高的不鏽鋼、合金鋼、軸承鋼和工具鋼等。
(2)冷成形時塑性差和容易開裂的材料,如鋁合金LC4、銅合金HPb59-1和鈦合金等。
(3)冷態難加工,而熱態成形時嚴重氧化、吸氫的材料,如鈦、鉬、鉻等。
(4)形狀複雜且不宜採用冷鍛的零件。
(5)變形程度較大,或零件尺寸較大,以至於冷鍛時現有設備能力不足。
(6)為便於組織連續生產。
溫鍛成形是在金屬材料溫度升高后變形抗力降低、塑性提高,而表面尚未劇烈氧化的溫度條件下完成零件的成形。變形溫度對金屬的塑性有著重要影響,大多數金屬隨著溫度的升高,塑性增加,但這種增加並非線性上升。在加熱過程的某些溫度區間,往往由於過剩相的析出或相變等原因出現脆性區,使金屬塑性降低。在一般情況下,溫度從熱力學溫度零度上升至熔點時,可能出現三個脆性區:低溫、中溫和高溫脆性區。

基本信息
- 別名
- 等溫模鍛
- 定義
- 結晶溫度以下且高於常溫的鍛造
- 優勢
- 可以提高鍛件的精度和質量
- 特點
- 兼具了冷鍛與熱鍛的優點
- 類別
- 金屬材料術語
- 中文名
- 溫鍛
- 外文名
- Warm Forging