脫氣
脫氣
鋼中的氣體在大多數情況下對鋼的性能是有害的,鋼中的氫會導致白點、發裂等危害,鋼中的氮會使鋼材產生時效脆化,降低鋼的力學性能,因此應將鋼中氣體降到儘可能低的程度。
由於鍊鋼過程中鋼液表面始終被一層爐渣覆蓋,所以任何氣體直接自動排出的可能性很小,只能通過產生氣泡後上浮逸出。然而鋼液中氫和氮的析出壓力很小,無法獨立形成氣泡核心,必須依賴鋼液中現成的氣泡或其他能生成氣泡反應的幫助,如熔池中的碳氧反應或向鋼包中吹入氬氣等,才能從鋼液中脫除。由於初生的CO氣泡或氬氣泡,對於氫和氮都相當於一個真空室即氣泡中的氫氣分壓和氮氣分壓均為零,這樣鋼液中的氫和氮就會向這些氣泡內擴散。由於氣泡在快速上浮過程中體積不斷增大,使氣泡內氫、氮的實際分壓不斷降低,因此在整個脫碳過程或氬氣泡上浮過程中,鋼中氫和氮會不斷地擴散進入這些氣泡,並最終被帶出鋼液。由此可見,鋼液的沸騰是十分有效的脫氣手段。
必須指出,在冶鍊過程中,碳氧反應能使鋼液脫氣,同時高溫熔池亦會從爐氣中吸收氣體,所以鋼液在脫氣的同時還存在著吸氣的過程。只有當去氣速度大於吸氣速度時,才能使鋼液中的氣體減少。冶鍊中沸騰去氣的速度取決於脫碳速度,脫碳速度愈大,鋼液的去氣速度就愈快。因此,脫碳速度大於一定值時,才能使鋼中氣體減少。對於每一種鍊鋼爐都存在著一個臨界脫碳速度。如10~15t的電弧爐,當脫碳速度口v>0.35%C/h,脫氣速度就能超過吸氣速度。
鋼液含氮量的變化規律
鐵水中含氮量較高,有時可達到0.008%以上。轉爐鍊鋼使用高純度的氧氣吹煉時,鋼液中的氮含量能夠降低到0.001%~0.0015%。吹煉過程中熔池含氮量的變化規律與脫碳反應有密切的關係,如下圖所示。
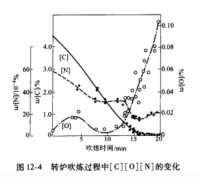
轉爐吹煉中碳、氮、氧的變化
吹煉中期脫氮出現停滯現象。吹煉中期,碳氧反應激烈,從理論上講具有良好的去氣條件,而實際測試發現熔池中氮含量基本不變。這是因為此時脫碳反應是在氧流衝擊區附近進行的,該處氣泡的液膜表面形成了一層氧化膜,使鋼液中的氮向其中擴散的速度減慢;同時,由於脫碳反應的激烈進行,渣中氧化鐵減少,爐渣出現“返干”現象,金屬液失去了熔渣的保護,含氮的氧氣流股使熔池的吸氮速度大大增加,所以氮含量基本保持不變,甚至略有回升。
吹煉末期根據各爐含碳量和含氧量的高低,以及是否補吹等情況,鋼中的氮含量會有不同的變化,可能降低,可能升高,也可能保持不變。通常情況是氮含量有所降低,但停吹前2~3min起氮又略有回升。因為吹煉末期,鋼中的氧含量大幅度增加,使鋼中氮的活度增大,以及熔池中所產生的CO氣泡的脫氮作用等原因,會使鋼中含氮量進一步降低。但是隨著鋼中的碳含量降低,脫碳速度顯著下降,產生CO氣體的量減少,從爐口捲入的空氣量增多,爐氣中氮的分壓增大,因而停吹前2~3 min時會出現增氮現象。
在出鋼和澆注過程中,鋼液與大氣接觸,使鋼中含氮量增加,例如,轉爐鋼的氮含量在出鋼過程中一般會增加0.0007%以上。但是沸騰鋼在出鋼和澆注過程中氣體的含量變化不大,這主要是因為鋼液在模內發生了碳氧反應,產生沸騰,排除了部分氫和氮。
鋼液含氫量的變化情況
通常,轉爐鋼的氫含量比較低,這與其冶鍊方法的特點有直接關係。轉爐吹煉使用的是脫了水的工業純氧,爐氣中沒有水蒸氣和氫氣;同時,轉爐鍊鋼中的碳氧反應激烈,脫氣速度很快,能較好地去除鋼液中的氫。
吹煉過程中,鋼液含氫量的變化情況和氮類似。吹煉前期,鋼中的氫含量能降低到2~2.5cm /100g,即(1.788~2.235)×10 %。但在吹煉末期,由於溫度升高,冷料帶入水分以及脫碳速度的減小,氫含量有所回升。其增加程度取決於鐵合金的水分和含氫量、空氣濕度、鋼液溫度等因素。
電爐冶鍊過程中,各個時期鋼液中的含氣量各不相同,其變化規律大致如下:
熔化期
送電后,電極下的固體料開始熔化,且溫度不斷升高,加上爐氣中的水蒸氣和氮氣在電弧的作用下加速分解,為鋼液吸氣創造了優越的條件。
在熔化初期,向下移動的金屬液滴直接與爐氣接觸,以及熔池液面尚未被爐渣覆蓋,這些都有利於氫、氮的溶解。儘管以後熔渣形成並覆蓋熔池表面,以及合理的吹氧助熔能脫除一部分氫和氮,但總的來講,固體爐料在熔化過程中氣體含量是增加的。
熔化末期鋼液中氫和氮的含量的高低,與熔化時間的長短、爐料中水分和氮含量的多少、熔渣形成的早晚以及熔化期吹氧助熔的操作水平等因素有關。一般氫含量波動在(3.5~6.2)×10 %範圍內,而氮含量波動在(6~12)×10 %範圍內。
氧化期
由於合理的加礦及吹氧脫碳,金屬熔池激烈沸騰,此時脫氣速度大於吸氣速度,鋼液的氣體含量逐漸降低。由於去氣速度取決於熔池的脫碳速度,因此,實際生產中要求脫碳速度大於0.6%C/min,使高溫熔池均勻而激烈地沸騰。但到了氧化末期,由於脫碳速度的降低或氧化渣較薄,鋼中的氫含量稍有回升。操作正常時,氧化末期鋼液中的氫含量能降至(2~2.5)×10 %,而氮含量能降低到(30~40)×10 %。
還原期
還原期熔池處於平靜狀態,沒有脫氣能力;同時,又處在較高的精鍊溫度下,並且還要加入渣料、合金和脫氧劑,鋼液不可避免地會增氫、增氮。特別是爐溫高、冶鍊時間長、渣料及合金和脫氫相l烘烤不良時增氫、增氛更嚴重。所以。應盡量縮短還原時間,嚴格控制熔池溫度,充分烘烤造渣材料及合金等,使鋼液儘可能少地吸收氣體。一般出鋼前鋼液中的氫回升到(3.5~5.0)×10 %,達到熔化末期的水平,而在濕度大的雨季增高得更多。氮含量回升到(6~9)×10 %,比氧化末期增加了(3~5)×10 %。
與轉爐一樣,在出鋼和澆注過程中鋼液還要與空氣接觸,繼續吸收氣體,使成品鋼的氣體含量更高。
鋼中氣體指溶解在鋼中的氫和氮。氣體的存在顯著降低鋼的性能,而且容易造成鋼的許多缺陷。當鋼液凝固時溶解度急劇減小,例如鋼液溫度從1650℃降至410℃時氫的溶解度降至原來的1/83,因為氫在鋼液內以原子或離子形式固溶於鋼中形成間隙固溶體,凝固后固體鐵中原子的間距比液態時緊密得多,造成了溶解度下降。致使氣體在凝固過程中產生偏析現象,析集到鋼錠(坯)的中心部位,深度逐漸增大促成中心孑L隙或顯微孔隙的形成。在軋制和鍛造過程中有的被焊合,有的則不易焊合,氣泡中CO和氫氣含量越多,氣泡越大,越不容易焊合。在軋制方向上被拉長的小氣泡呈髮狀,稱為發紋。即發紋的產生與氫氣含量的多少有直接關係。發紋缺陷降低了鋼的機械性能和表面光潔度。氫能使鋼產生白點(在鋼材上取斷口試片,斷口上呈圓形或大橢圓形的銀白色斑點,稱為白點;在鋼的橫斷面取酸侵蝕試片,試片上呈現極細的裂紋稱為發裂,所以白點就是發裂,只是檢驗方法和表現形式不同而已)。
氮含量增加時使鋼的強度增強,但塑性和焊接性能(延伸率和斷面收縮率)降低。要求韌性良好的鋼應降低氮的含量。氮引起鋼的冷脆性,產生時效硬化,尤其當鋼中磷增高時氮的影響更大。除極少數鋼種氮可以作為合金元素加入外,它對多數鋼種的質量均有不良影響。
在常壓下冶鍊時氣體可以從爐氣和原料進入鋼液,而冶鍊過程中脫碳產生的沸騰作又可以除去鋼中的氣體。溶解於鋼中的氣體含量主要決定於爐氣中水氣和氮氣的分壓力,冶鍊時間和爐渣的性質等。氮氣在爐氣中的分壓力p大體上保持在79kPa,而爐氣中的p很低,約5.35×10 Pa,因此鋼中的氫主要由爐氣中的水蒸氣的分壓來決定。電弧爐冶鍊的鋼中氫和氮含量較轉爐和平爐高,主要原因是氣體在電弧的高溫作用下被電離,使氣體易於溶解到電極下的鋼液中。
除來源於爐氣和原材料外,鋼中的氣體含量與耐火材料也有關係,新打結的爐襯、包襯都會增加鋼中氣體。鐵合金中的氣體含量較高,尤其用電解法生產的鐵合金更高,在煉高合金鋼時合金加入量較多,其影響不可忽視。
溶解於鋼液中的氣體向氣相的遷移過程,由以下步驟所組成:
1.通過擴散或對流,鋼液中溶解的氣體原子遷移到氣液相界面:
2.氣體原子由溶解狀態變為表面吸附狀態;
3.表面吸附的氣體原子彼此相互作用生成氣體分子;
4.氣體分子從鋼液表面脫附; .
5.氣體分子擴散進入氣相,並被真空泵抽出。
在鍊鋼溫度下,步驟(2)、(3)、(4)、(5)進行速度是相當快的,在氣相壓力小於0.1MPa的真空中,氣體分子的擴散速度也是相當迅速的,所以真空脫氣的速度取決於步驟(1),溶解在鋼中的氣體向氣-液相界面的遷移。在各種真空脫氣方法中都配有不同形式的攪拌措施,所以氣體在鋼液內的傳遞也是很迅速的,控制脫氣速度的限制性環節是氣體原子通過鋼液擴散邊界層的傳質速度。由於表面積有限,所以氣體通過邊界層的傳質速度很小。
蒂克斯(A.Tix)等人就10kg鋼錠的真空鑄造和鋼液的真空處理進行了實驗室規模的試驗,發現即使在短時間的真空處理當中,鋼液中的氫也能夠降低。其後得到了真空設備製造商Ley-Bold公司的幫助,製造了使用排氣能力(標態)為7000-10000m /h的大容量機械升壓器的真空設備,著手於真空鑄造的工業化試驗。1950年,8~40t鋼錠的真空鑄造成功了,確立了所謂的鋼液滴流脫氣法。這個方法於1954年在德國鋼鐵年會上發表,給全世界的鋼鐵業以衝擊,Bochumer法不斷改良,設置在全世界的各鍊鋼工廠里。接著以此為契機又開發了各種脫氣法。
鋼液滴流脫氣法是鋼液以流束狀注入置於真空室內的容器中,由於真空室壓力急劇降低,使流股鬆散膨脹,並散開成一定角度以滴狀降落,脫氣表面積增大,有利於氣體的逸出。方法的有以下幾種:把鋼液由一個鋼包注入真空室內的另一個鋼包的倒包法;把鋼液注入真空室內錠模中的真空澆注法;出鋼到真空室內的鋼包中的出鋼脫氣法及真空滴流保護渣處理法等。
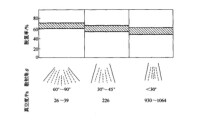
真空度和鋼流散射角與脫氫率的關係
有人對真空下未脫氧鋼液滴的脫氧和脫碳作用進行研究,發現真空滴流過程中,鋼液脫氧的同時還有脫碳作用。實驗前往真空室的空包中注入熔融鋁(為鋼液重量的3%),真空前鋼液的碳含量為0.06%,倒包后從下麵包中取樣分析時碳含量只有0.02%。在液滴降落的時間0.7s內,小液滴的真空碳脫氧反應就消耗0.04%的碳。此外,採用真空滴流脫氧時,非金屬夾雜物含量也相應降低50%~70%。
真空提升脫氣法是1956年德國多特蒙特(Dortmund)和豪特爾(Horder)冶金聯合公司首先發明使用的,簡稱DH法。
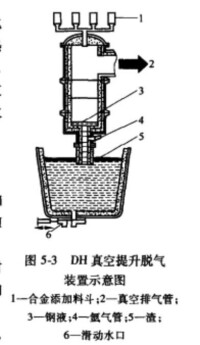
DH法設備
人們早就認識到降低系統壓力有利於脫氣反應的發生,但由於當時缺少大功率的真空泵,這種願望無法實現。隨著科學技術的發展,不同形式的真空泵相繼問世,產生了各種各樣的真空精鍊法。真空處理起初時使用機械真空泵。但是機械真空泵抽氣能力小、結構複雜維護困難,不能滿足大型鋼液真空精鍊爐的要求。到20世紀50年代大功率蒸汽噴射泵的研製成功,為DH法、RH法和其他各種真空處理方法的發展提供了良好的條件。
根據壓力平衡原理,藉助於真空室與鋼包之間的相對運動,將鋼液經吸嘴分批吸入真空室內進行脫氣處理的。處理時將真空室下部的吸嘴插入鋼液內,真空室抽成真空后其內外形成壓力差,鋼液沿吸嘴上升到真空室內的壓差高度,如果室內壓力為13.3~66Pa,則提升鋼液約1.48m。由於真空作用室內的鋼液沸騰形成液滴,大大增加氣液相界面積,鋼中的氣體由於真空作用而被脫除。當鋼包下降或真空室提升時脫氣后的鋼液重新返回到鋼包內。當鋼包提升或真空室下降時又有一批鋼液進入真空室進行脫氣。這樣鋼液一批一批地進入真空室直至處理結束為止。
優點:進入真空室內的鋼液由於氣相壓力的降低產生激烈的沸騰,脫氣表面積增大,脫氣效果較好,適用於大量鋼液的脫氣處理,可以用比較小的真空窒處理大噸位的鋼液;可以對真空室進行燒烤加熱,因此處理過程中鋼液溫降小。由於激烈地沸騰還具有較大的脫碳能力,可以生產含碳0.002%的低碳鋼。處理過程中可以加入合金,在真空室內合金元素的收得率高。由於這一系列的優點,使DH法得到了發展。
缺點:設備比較複雜,投資和操作費用都比較高。
RH法是德國魯爾鋼鐵公司(Ruhrstahl A.G)和海拉斯公司(Heraeus A.G)兩家公司57年共同發明的,故簡稱RH法。第一台RH設備於1959年在德國Thyssen(蒂森)公司的Hattingen廠建成。日本也是較早重視RH法發展的國家,1963年新日鐵公司建成世界上第二台RH設備。日本五大鋼鐵公司(新日鐵、住友、鋼管、神戶、川崎)轉爐鋼液的RH處理比率70%以上。RH法近十幾年來在我國發展也很快,我國的一部分鋼廠也選用了RH裝置,大冶鋼廠1968年投產第一台,寶鋼分別於1985年和1999年投產了兩台RH裝置,武鋼分別於1979年至1990年投產了四台RH裝置,最大容量是寶鋼1985年12月投產的一台300tRH裝置。
RH法的設備由脫氣主體設備、水處理設備、電氣設備、儀錶設備所組成。而主體設備又由如下設備構成:真空室及附屬設備、氣體冷卻器、真空排氣裝置、合金稱量台車及加料裝置、真空室移動台車、真空室固定裝置、真空室下部槽及浸漬管更換台車及專用工器具、浸漬管修補台車、電極加熱裝置(煤氣加熱)、鋼包液壓升降裝置、鋼包台車、測溫取樣裝置、脫氣附屬設備、管道設備、RH-OB裝置等。
真空循環脫氣是利用空氣揚水泵的原理。首先將鋼水吸入真空室,接著在兩個浸入管的一個的側壁向鋼水內吹入氬氣。這些氬氣在鋼水的高溫和真空室上部的低壓作用下迅速膨脹,導致鋼水與氣體的混合體的密度沿著浸入管的高度方向不斷降低,在由密度差產生的壓力差作用下,使鋼水進入真空室。進入真空室的鋼水與氣體的混合體在高真空的作用之下釋放出氣體,與此同時,使鋼水變成鋼水珠,鋼水珠內欲脫除的氣體在高真空的作用下向真空中釋放的過程中,又使鋼水珠變成更小的鋼水珠,從而達到了十分好的脫氣效果。釋放了氣體的鋼水沿著下降管返回到鋼包中。
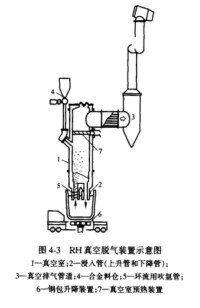
RH真空脫氣裝置
要有效去除鋼中氣體,可以採取以下措施:
1.降低氣相中的氫和氮的分壓。這可通過真空處理來降低氣相的總壓力,或者通過氣體稀釋減少氫和氮的分壓,如吹氬、碳氧反應產生的一氧化碳的氣泡中,其分壓就很低。
2.增大脫氣比表面積和傳質係數。通過電磁或惰性氣體攪拌來實現。
3.利用吹氧脫碳產生CO氣泡去除氣體。轉爐、電爐的脫碳過程以及真空吹氧脫碳均能有效地去除氫和氮。
4.使用乾燥的原材料和爐襯材料,減少氣體來源,並注意精鍊后的鋼液在澆注等過程中的增氫和增氮。鋼包精鍊後進行脫氧時也要考慮吸氮問題而採取對策。鋼包精鍊時進行電弧加熱的場合,採取氬氣氣氛保護或者把電極插入渣中進行埋弧操作的方法,來防止增氮等。
5.適當延長真空脫氣的處理時間。
6.利用生成的氮化物被去除以脫氮:氮在鋼中的溶解度比氫大一個數量級,而氮在鋼中削擴散係數卻比氫小兩個數量級,所以鋼液的真空脫氣中,脫氮的效率比脫氫效率低得多。氮可匕與某些合金元素形成不溶解於鋼的氮化物,依靠這些氮化物的被排除而脫除部分的氮。例如含鈦鋼種加鈦鐵后,會形成一些TiN,然後促使TiN從鋼液中排出,這樣可脫除14%左右的氮。
基本信息
- 應用
- 鍊鋼
- 含義
- 去除鋼中的氣體