塗料製造
塗料製造
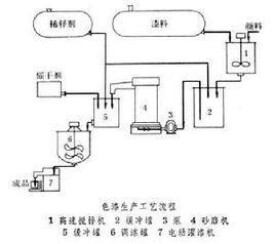
塗料用合成樹脂雖在種類上與塑料用合成樹脂類同,但規格、性能指標等方面卻不相同,因而塗料用合成 樹脂有其獨用的配方。例如,塗料用的溶液聚合丙烯酸樹脂,其結構是丙烯酸及其酯類或與另一個帶官能團(如羥基)單體的共聚物,其分子量比塑料用樹脂的低。乳液聚合的丙烯酸樹脂,其乳膠粒子的組成從粒子內部到外殼發生梯度變化,以保證內部的玻璃化溫度低,易成膜,外部的玻璃化溫度高,具有良好的物理性能。聚氨酯塗料是採用50%聚酯溶液、25%環氧樹脂溶液與甲苯二異氰酸酯反應而成,有單、雙組分兩種類型。水溶性樹脂在合成后須用酸或鹼中和,以水和助溶劑稀釋。漆料的生產工藝也有多種:①高溫(200°C以上)縮聚反應,所用設備主要是高溫聚合反應釜(見釜式反應器),釜體日趨大型化,已達20~30m3,材質一般選用不鏽鋼。較先進的加熱方式是採用有機載熱體加熱。具有熱效率高、不局部過熱、傳熱面大、升溫快、易於控制等優點。②低溫(130°C以下)縮聚反應,在搪瓷或不鏽鋼反應釜中進行,用蒸汽加熱,釜體容積可達10~12m3。③加聚反應,不論均相溶液聚合,或是乳液聚合,都在搪瓷或不鏽鋼釜中進行,以蒸汽或載熱體液相加熱,釜體最大可為10m3。乳液聚合是當前製造低污染水型塗料用樹脂的重要方法。合成所得樹脂溶液常採用水平濾板過濾機、筒式紙芯過濾機過濾,乳液樹脂採用可變振幅的振動篩過濾(見過濾設備)。
色漿又稱顏料漿。生產溶劑型和水型色漆的關鍵工序。將顏料、填料和必要的塗料助劑,加入樹脂溶液或水中,先經拌合,然後在研磨設備或高速分散設備上研磨分散,使顏(填)料受到剪切力的作用,在樹脂溶液或水中分散為穩定的分散體,即製成色漿。為使研磨不致過載,採用重型拌合機、捏合機,把成品色漆所需的適量樹脂溶液和顏料、體質顏料等預先拌合成高粘稠的物料,然後進行研磨分散。低粘度的採用高速攪拌。研磨分散設備有高速分散機、輥磨、球磨、砂磨等。高速分散機和砂磨的合理組合,可組成較先進的分散系統。①高速分散機,一種高效的攪拌設備,多用於砂磨前的預混合。對於超細易分散顏料,或分散細度要求不高的品種,在有助劑的存在下可一次完成分散。②輥磨,以三輥磨最為普遍。輥磨的各個輥筒的轉速依次遞增,不同轉速的輥筒之間形成剪切作用,進行研磨。輥磨已逐步被砂磨所取代。③球磨,傳統的研磨設備之一。由能旋轉的鋼或襯石壁圓筒,內裝鋼球、卵石或瓷球所成。旋轉時筒中的球被提起至一定高度,然後瀑流而下,顏料受剪切作用而得以分散。由於其分散效率低,雜訊大,清洗不便,只用於分散藍、黑色漿、底漆及有毒(如用於殺死海水中生物的)色漿。④砂磨,是由筒體、分散軸、裝在軸上的分散盤及研磨介質(玻璃珠、瓷珠或石英砂珠)組成。利用分散盤的高速旋轉,使珠體間發生相互碰撞或摩擦以產生剪切作用,使顏料得以分散。砂磨按結構形狀分為立式和卧式。並有開啟式和密閉式之分。砂磨的優點是勞動強度小,操作及維護技術要求不高,可連續生產,生產效率高(尤其對易分散顏料)。缺點是不適宜加工難分散的顏料,更換顏色比較麻煩。
用攪拌設備,將色漿與樹脂溶液、溶劑、助劑及其他塗料所需組分混合,配製成色漆的過程。調整后的成品色漆的粘度要符合標準,顏色與標準色板相比應達到色差允許範圍之內。配色操作是憑經驗完成的。20世紀80年代已有用電子計算機代替肉眼配色,可達到快速、準確和定量化的水平。色漆製成后,用自清洗過濾機或振動篩過濾,再進行包裝。
—用於建築、汽車、船舶、機械、傢具、交通等方面的各種塗料;
—絕緣漆製品;
—顏料的製造,列入2643(顏料製造)。
基本信息
- 中文名
- 塗料製造
- 功能
- 防水、絕緣、輔助材料
- 運用領域
- 建築、汽車、船舶
- 主要成分
- 天然樹脂或合成樹脂中加入顏料、溶劑和輔助材料,經加工后製成的覆蓋材料的生產