雙頭車床
對產品兩邊進行同時加工的車床
對於兩端同軸度要求較高的較長棒料或管類零件,用普通車床或數控車床來加工難以保證其質量。為此,我們專門開發了數控管螺紋雙頭車床。由於是在數控管螺紋車床基礎上改制,因此其加工最大軸徑可達350mm,最大加工長度可依工件長度要求來設計。
產業化加工製造——要求機械產品精度與速度!減少停機時間才能達到效益最大化!傳統數控車床單門單主軸在加工過程中,由於上下工件的等待時間限制效益的缺點越來越突出!雙門雙頭車床應運而生,特別適合盤類及短軸(不需尾座頂尖)零件批量生產!

雙頭車床
2、採用全封閉對開拉門結構,造型美觀大方、線條流暢,外部視覺明了,操作部位適當。
3、滑鞍配置台灣進口高精度滾動導軌,重複定位精度高、快移速度可達24M(Z軸)。
4、機床採用液壓夾緊工價,安全,穩定,可靠。
5、採用排刀形式,工件加工工時更短且精度穩定,可根據客戶要求安裝刀架。
6、機床採用台灣雙通道、雙程式控制系統,可同時加工兩端不同尺寸形狀結構的工序,並可根據客戶需求,增加銑削、鑽孔、攻絲等項目。
8、可配選自動排屑機,供客戶選定。
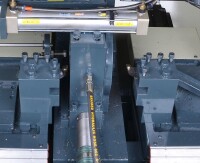
產品兩端同時車削加工
2.圓錐面。
3.端面。
4.刻槽。
5.可選刀塔,滿足複雜零件的加工。可選刀塔,滿足複雜零件的加工。
雙頭車的使用運行過程中,必須注意其工作環境及使用條件,只有合理的使用車床,才能最大程度的發揮其實際性能,提升效率,降低成本,雙頭車的正常使用必須滿足哪些條件呢?
雙頭車的位置應遠離振源、應避免陽光直接照射和熱輻射的影響,避免潮濕和氣流的影響。如機床四周有振源,則機床四面應設置防振溝。否則將直接影響機床的加工精度及穩定性,將使電子元件接觸不良發生故障影響機床的可靠性。
雙頭車的環境溫度低於30℃,相對溫度小於80攝氏度。一般來說,數控電控箱內部設有排風扇或冷風機,以保持電子元件,非凡是中心處理器工作溫度恆定或溫度差變化很小。過高的溫度和濕度將導致控制系統元件壽命降低,並導致故障增多。溫度和濕度的增高,灰塵增多會在集成電路板產生粘結,並導致短路。
電源要求一般雙頭機床安裝在機加工車間,不僅環境溫度變化大,使用條件差,而且各種機電設備多,致使電網波動大。因此,安裝雙頭機床的位置,需要電源電壓有嚴格控制。電源電壓波動必須在答應範圍內,並且保持相對穩定否則會影響數控系統的正常工作。
我國雙頭車功能部件產業是土生土長的民族工業,在生產規模、硬體設施等方面與國外同行不相上下。再加上近幾年出現的一批新生的企業,行業競爭越來越激烈,我們應為雙頭車行業提供一個好的公平的競爭環境。
雙頭車床操作過程中要注意的問題:
1、操作者需堅守崗位,精心操作,不做與工作無關的事。因事離開機床時要停車,關閉電源、氣源。
2、按工藝規定進行加工。不準任意加大進刀量、磨削量和切(磨)削速度。不準超規範、超負荷、超重量使用機床。不準精機粗用和大機小用。
3、刀具、工件應裝夾正確、緊固牢靠。裝卸時不得碰傷機床。找正刀具、工件不準重鎚敲打。不準用加長搬手柄增加力矩的方法緊固刀具、工件。
6、應保持刀具、磨具的鋒利,如變鈍或崩裂應及時磨鋒或更換。
7、雙頭車床切削、磨削中,刀具、磨具未離開工件,不準停車。
8、不準擅自拆卸機床上的安全防護裝置,缺少安全防護裝置的機床不準工作。
9、液壓系統除節流伐外其他液壓伐不準私自調整。
10、機床上特別是導軌面和工作檯面,不準直接放置工具,工件及其他雜物。

基本信息
- 中文名
- 雙頭車床
- 外文名
- Double lathe
- 主軸轉速
- 200-2200轉/分鐘
- Z軸單頭行程
- 250MM
- 夾緊方式
- 彈簧夾頭
- X軸單頭行程
- 200MM
- 操作方式
- 自動或半自動
- 主軸點功率
- 2.2-4KW
- 床身導軌寬
- 305MM
- 最小夾長度
- 130MM
- XZ軸方式
- 步進或伺服
- 性質
- 最大直徑
- Φ20MM
- 工作台尺寸
- 225MMX365MM