搪瓷反應釜
應用於化工等的耐腐蝕設備
搪瓷反應釜,是將含高二氧化硅的搪玻璃瓷釉,襯在鋼製容器的內表面,經高溫灼燒而牢固地密著於金屬表面上成為複合材料製品。是一種優良的耐腐蝕設備。已廣泛地應用於化工、石油、醫藥、農藥、食品等工業。
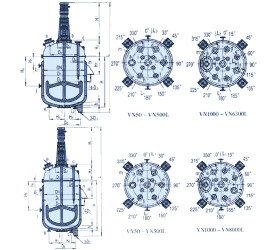
搪瓷反應釜,分開式和閉式兩種結構,開式為體蓋分離,中間用墊子和卡子連接起來,一般是容積在5000L以下;閉式為體蓋一體,一般容積在5000L以上。這兩種結構各有優勢,開式拆卸比較方便,如果罐蓋上的管口出現問題,則易於拆下單獨修理,而閉式則密封性能要好。一般來說,開式結構還有平焊對接式法蘭連接和平蓋式兩種。
搪瓷反應釜
搪玻璃反應釜廣泛地應用於化工、石油、醫藥、農藥、食品等工業。為了保證搪玻璃設備正常使用,現將其主要性能和安裝、使用注意事項說明如下:
1、使用壓力:0.2---0.4Mpa
3、耐鹼性:搪玻璃對鹼性溶液抗蝕性較酸溶液差。但將搪玻璃試樣置於1N氫氧化鈉溶液腐蝕,試驗溫度80℃時間48h。腐蝕速率為6.76g/m.d(優等品指標為7.0g/m.d)。
4、操作溫度:搪玻璃設備加熱和冷卻時,應緩慢進行。搪玻璃設備使用溫度為0-200℃,耐溫急變性≥200℃。
5、瓷層厚度:玻璃設備的瓷層厚度0.8-2.0mm,搪玻璃設備附件的瓷層厚度0.6-1.8mm。
6、耐壓電:搪玻璃具有良好的絕緣性,當搪玻璃在規定厚度內用20KV高頻電火花檢查瓷層時,高頻電火花不能擊穿瓷層。
7、耐衝擊性:玻璃層的內應力越小,彈性越好,硬度越大,抗彎抗壓強度越高,則耐衝擊就越好。玻璃層在規定厚度內,用直徑30mm,重量112g鋼球衝擊時,其衝擊功為282×10J(優等品指標為260×10J)。
搪瓷反應釜現行的標準為:
GB25025-2010《搪玻璃設備技術條件》;
搪瓷開式反應釜為GB/T25027-2010《搪玻璃開式攪拌容器》;
搪瓷閉式反應釜為GB/T25026-2010《搪玻璃閉式攪拌容器》;
因搪瓷反應釜一般為承壓容器,還要符合GB150《鋼製壓力容器》。
損壞原因
機械損壞
搪瓷抗衝擊力非常差,任何金屬、硬物對其進行撞擊均會導致搪瓷破損。因此搪瓷釜使用過程中嚴防任何金屬、硬物掉進釜內,如遇堵料,必須用塑料棒疏通,檢修時蓋好鍋蓋,嚴防焊渣熔化瓷面出現小坑或爆瓷。
工作溫度影響
搪瓷反應釜經900℃高溫焙燒,冷卻后搪瓷與鋼板粘結在一起。由於搪瓷的線膨脹係數和延伸率小於鋼板,因此冷卻后搪玻璃的變形量小於鋼板的變形量,搪瓷受到鋼板的約束產生壓應力。搪瓷釜製成后,其搪玻璃即存在預壓縮應力,而鋼板則存在預拉伸應力。由於預應力與線膨脹係數和延伸率相關,線膨脹係數和延伸率與溫度又密切相關,因此搪瓷釜的工作溫度對搪瓷釜的使用影響很大。如果因溫度變化大而使搪瓷產生的應力超過其使用應力,搪瓷將被破壞。
因此搪瓷釜搪瓷層遇冷、熱急變,極易爆瓷。因此搪瓷釜有耐溫限制溫度200℃,耐溫急變冷衝擊<11O~C,熱衝擊<120℃。投料時物料溫度與釜體溫差太大以及升溫時蒸汽過猛、降溫太急也能導致爆瓷。因此搪瓷釜在使用中升、降溫要緩慢、均勻,分級冷卻。
因此,搪瓷反應釜為確保設備的使用性能,在運輸、保管與安裝過程中,應採取有效的措施。搬運時只允許罐耳受力(指非包裝時),不允許滾動及用撬杠,避免震動、碰撞,嚴禁接管管箍、卡子等易損部件受力。在有條件下,設備最好室內存放。設備於室外存放時,應注意遮蓋,避免人敲物擊,日晒雨淋。冬季存放時應特別注意檢查罐體及溫度計套管是否積水,避免因冰凍而損壞。對於裝配有機械密封的反應罐或聚合釜,對密封部位應倍加防護、保持清潔。
應力爆瓷或損壞
應力爆瓷主要是由於瓷層和金屬坯體的熱膨脹係數存在巨大的差異而引起的。在大多數情況下,金屬坯體的熱膨脹係數大於瓷層的熱膨脹係數,這就意味著在常溫下瓷層總是存在著殘餘的應力。殘餘應力受熱膨脹係數差、溫度、釉層厚度、基材厚度等因素的影響。搪玻璃設備熱殘餘應力進行了理論計算。瓷層的壓應力足夠大時,瓷層將會出現剝落。
所以在設計瓷釉時,應使瓷釉的熱膨脹係數盡量接近基體的熱膨脹係數,同時提高基體與瓷層間的密著力,搪瓷的密著性與瓷釉潤濕金屬的能力直接有關。瓷釉熔體及釉漿對金屬的潤濕性愈強,愈有利於噴塗和燒成時界面的相互吸引,加速化學反應形成化學鍵,增強密著。另外瓷層通常是不均勻的,普遍含有夾雜物,這是塗搪過程的特徵,由於釉漿由熔塊磨加物和搪加物等混合而成,而且最終燒成受時間的限制,這就阻礙玻璃體的完全均化。一般地說,這些外加粒子和氣泡是產生應力的原因,也是瓷層裂紋的先驅,即使搪瓷的強度降低,又會導致各種缺陷。
在釜體加工過程中,由於捲筒、衝壓、焊接產生大量的內應力,這些應力在搪瓷前應徹底消除,如消除不徹底會導致搪瓷爆瓷。這種損壞往往發生在投入使用后的頭三個月。所以對胚體進行熱處理或時效處理能防止一定的應力爆瓷。搪瓷(搪玻璃反應釜)表面硬而脆,機械強度很低,表面硬度比較大,受到衝擊力的作用即行破碎。設備在運輸、安裝的過程中,常常導致搪瓷表面出現脫瓷現象,造成罐體腐蝕而無法使用。
靜電穿刺
搪瓷釜內攪拌帶有懸浮物的液體,懸浮物與搪瓷強烈的磨擦,同時懸浮物自身也產生磨擦,這樣就產生大量的靜電荷,高的靜電荷對搪瓷產生強烈的穿刺作用,從而導致搪瓷點蝕,因此攪拌轉速不宜太快。
析氫腐蝕
析氫腐蝕是常見的爆瓷原因,也稱之為鱗爆現象。引起鱗爆的因素很多,包括鋼坯的表面及內部質量,瓷釉的成分及均勻度,以及搪燒工藝,如脫脂硫酸濃度,酸洗時間,搪燒的溫度及時間。此外鱗爆現象受季節性影響十分強。
鱗爆的形成主要是由鋼板中氫的吸收、擴散、聚集和溢出引起的。據國外測定,鱗爆時,由金屬基材中析出的氣態氫的壓力可高達11MPa。搪瓷設備金屬基體在燒成時,鋼材處於奧式體狀態,對氫有極大的溶解度,它可吸收在燒成過程中產生的大量氫。鋼材在冷卻過程中會產生奧式體向鐵素體的相變,金屬基體溶解氫的能力大幅度下降,從鋼材中析出的氫聚集在鋼坯與搪瓷層交界處和鋼材內部的缺陷部位上,隨著時間的延長,氫的濃度越來越高,壓力越來越大,當壓力超過瓷層的機械強度時,瓷層就會產生鱗爆,從鱗爆過程的分析可知,搪瓷用鋼板的組織狀態是決定爆瓷是否發生的內因,外界因素只起促進內因發生變化的作用,這些組織有宏觀組織,如氣泡、縮孔、裂紋等,有顯微組織,如晶粒度,滲碳體的形狀、大小、分佈等。搪瓷設備的腐蝕破壞,大部分是由於在焊縫表面上瓷釉層有不同程度的鱗爆脫瓷引起的,因為焊縫金屬的金相組織為鐵素體和珠光體。焊接處有氣泡、縮孔、裂紋等缺陷,對氫有強烈的吸收作用。所以應盡量避免對坯體進行熱加工。另外,要防止鱗爆的產生,還必須減少氫的來源,或者給氫提供一個聚集的空間。在高溫800~900℃搪燒時,瓷釉內的水與金屬Fe發生下列反應:Fe+H2O→FeO+2H這對鋼坯的含氫量影響很大,這是鋼板析氫最為嚴重的因素,因此,在產品燒成時,一定要儘可能地減少瓷釉中水分的含量和鋼坯表面吸附的水分,以及燒成環境中的水分,從而減少氫的產生。
此外,搪瓷釜的夾套在使用一段時間後會結垢和生鏽,如果使用酸性除垢劑清除污垢或夾套中的冷卻液偏酸性,都會導致金屬發生析氫腐蝕(Fe+2HCl=FeCl2+H2O一部分H原子擴散到金屬內空穴,這些H由於搪瓷的緻密性而不能再向外擴散,因此當H聚積到一定的程度,形成定的動力時,搪瓷就會發生破裂。因此清洗結垢採用酸洗時,必須加緩衝劑,如果搪瓷釜的價值較高或者不容易更換甚至出現腐蝕性穿孔的話,必須採用腐蝕率低的高品質清洗劑,避免清洗操作不當帶來的嚴重後果。
基體材料不合格
為了降低成本,有些廠家胚體採用Q235鋼代用,直接導致鋼材中的碳、硫在搪燒過程氣化,使搪瓷層與基體間、搪瓷層內部形成大量氣泡,導致搪瓷結合強度降低。搪瓷層遇冷熱急變,極易爆瓷。所以搪瓷釜選用含碳、硫低的鋼材做胚體能防止爆瓷。
搪燒質量欠佳
有些搪瓷釜生產廠家生產環境簡陋、除銹防塵達不到標準,致使底釉與基體結合不好。有的減少搪燒遍數,增加每層厚度,使內因力過大,影響搪瓷釜使用壽命。因此嚴格按製造規程製造才能保證搪瓷釜的質量。
故障情況
搪瓷反應釜在運行過程中受振動衝擊及其他複合力作用影響,金屬部件會產生“硬對硬”關係。隨著時間延長,部分衝擊變形成為永久變形,恢復應力下降,形成間隙,最終造成硬度相對較低的部件出現磨損。最常見的如:傳動部位(軸承室)磨損、表面局部破損、反應釜進料口磨損、反應釜下料口磨損、反應釜內壁局部破損、反應釜入孔破損、連接部件的破損等。
高分子複合材料修復搪瓷反應釜內壁局部破損
修復技術
中國搪瓷反應釜的修補方法較多,但修補壽命普遍不長,採用螺栓緊固法相對來說效果較好,但破壞了鋼體整體結構,而且對下次維修造成一定困難。其他的修補方式如下:
搪燒。常用損壞面積較大時,在有搪燒設備時仍按瓷釉搪燒的方法修補;無搪燒設備,可採用火焰背面加熱,以使瓷釉搪燒上去。
耐蝕金屬修補:對於針孔那樣細微缺陷的修補,使用黃金、鉭等貴金屬,做成釘子嵌入加以修補;利用耐蝕金屬做螺釘緊固不大的瓷面破損外,通常使用不鏽鋼、硅鐵、鋁、鉛、銀、鈦、錫等耐蝕金屬和聚四氟乙烯墊片;利用耐蝕金屬片覆蓋於搪瓷的損壞面上,然後用同種金屬做成的螺釘緊固,此方法簡單易行,如施工精細,則有較長的使用壽命;利用耐蝕金屬和耐蝕膠泥遮蓋法,或將接觸物料的金屬防腐後用螺栓緊固。
比如用鈦修補的兩種方法電弧氣熱噴塗法,用兩根相互絕緣的鈦金屬絲,分別接電源的兩端。電源電壓為25-28V,電流為360-350A。兩根鈦金屬絲放置成銳角。接通電源,鈦金屬絲間產生電弧,這時鈦發生熔融,藉助於含5%-8%氧氣的壓縮空氣,把熔化的鈦吹向待修補部位。噴塗的距離為150-250mm。由於壓縮空氣中含有氧氣,結果在被修補面上形成了Ti及TiO2 的固態混合物。形成后的修補面用四糠基硅烷在200-280℃下熱處理0.3h便完成了修補。修補后的表面有較好的抗熱腐蝕性。這種修補方法把熔融的金屬噴到待修補處,由於熔化的金屬溫度在1800℃左右,容易引起修補處基體過熱,進而引發修補處周圍搪瓷的爆瓷,所以操作時要小心,修補面積不宜大。
耐蝕金屬塗料混合修補,即用塗料在破壞處塗抹,再用金屬片覆蓋,然後用同種金屬做成螺釘緊固,此方法多用於較大瓷面破壞處,具有良好使用效果。塗料一般選用環氧樹脂,內加氧化鋁粉,在其未完全固化時覆蓋不鏽鋼片並緊固。
也有用陶瓷塗層法進行修補,利用噴熱噴塗含3%TiO2的Al2O3 陶瓷粉末,在破損處形成陶瓷層以達到修補的目的。噴塗工藝流程為:預熱→粗化處理→噴塗過渡層→噴陶瓷層→噴刷封孔劑→烘乾。此方法具有周期短、成本低、而且具有抗高溫耐腐蝕的性能。搪瓷反應釜的玻璃襯裡,雖具有一定的抗衝擊強度,但它畢竟是一種脆性材料,苛刻的工作條件又不允許其存在任何微小缺陷。
非金屬修補。目前大量合成樹脂材料應用於化工設備防腐,這些合成材料具有較高的化學穩定性和良好的物理機械性能。利用這些合成樹脂材料修補化工搪瓷設備,不僅節約有色金屬,而且修補工藝簡單,費用低,修理時間短,耐腐耐磨,很有探討和推廣價值。相對傳統方法來說,應用高分子材料修復既無補焊熱應力影響,修復厚度也不受限制,同時產品所具有的金屬材料不具備的退讓性,可吸收設備的衝擊震動,避免再次磨損。在國內針對搪瓷反應釜故障的維修中,也逐步取代傳統的辦法。
搪瓷釜大面積搪瓷損壞,需將設備送製造廠重新搪瓷,費用約是新購置的1/4。損壞面積不大的可在現場進行局部修補。採用現場快速修復,不用拆設備,只需打開人孔即可修復,修復后24小時即可投入使用。現場修補劑有環氧樹脂、聚四氟乙烯樹脂、高性能搪瓷修補劑等,而常用的是高分子複合材料搪瓷修補劑。
高分子複合材料搪瓷現場修補劑是由高分子聚合物、合金鋼粉末或耐磨陶瓷粉末為基材並配以固化劑的雙組份複合材料。與普通樹脂型的修補劑相比,高分子複合材料依靠自身更為細密的高分子結構,使得材料自身具有更強的粘接力和優異的耐腐蝕、抗腐蝕性能,高分子甚至能夠滲透到金屬裡面,形成更為緊密的高分子複合材料保護層。高分子複合材料搪瓷現場修補劑具有較高的化學穩定性和良好的物理機械性能。
修復工藝
表面清洗→除銹→無水酒精清洗→塗底層修補劑→塗面層修補劑→固化→使用。
因為經常要處理一些具有腐蝕性的物料,所以搪瓷反應釜若是操作不當很容易就會出現問題,只有做好搪瓷反應釜的周期性檢查和日常維護才能及時發現這些問題,避免生產事故的發生。
第一點,健全的周期性檢查和日常維護制度是必須建立的,不僅搪瓷反應釜,所有生產加工機械設備都應該有一個詳細縝密且及時有效地維護計劃。
第二點,最容易受到損壞卻又最難發現的自然是搪瓷反應釜的襯裡,傳動部件、密封情況、攪拌器等部件都需要仔細檢查,因為任何一個部件發生故障就會馬上影響到這個搪瓷反應釜系統的運行。
第三點,搪瓷層的雜物及時清理,在清理過程中,切忌使用堅硬、尖銳的金屬棍棒,應當選擇木棒、完整的竹棒、塑料棒等柔韌性較好的輔助工具來進行雜物清理。
第四點,徹底檢查攪拌器。攪拌器附著著攪動物料的動力機構,因為長時間旋轉會造成一定的離心力,因此攪拌器上的螺絲和其他連接性裝置一定要檢查是否結合緊密,若是出現鬆脫現象應及時處理並且試運行,確保攪拌器安全可靠。
(1)每班(經常)巡迴檢查搪瓷反應釜的釜內及夾套操作壓力、溫度、真空度等是否在設備許可的安全操作範圍之內(尤其是反應釜夾套的使用壓力不允許超壓),攪拌在轉動時要時常關注設備的運行聲音,注意釜內溫度計套管及攪拌的有否異常。
搪瓷反應釜
(2)設備操作工及維修工檢查設備要運用看、摸、聽的手段,看外表、摸溫升、聽聲音,判斷設備運行是否正常,有隱患應及時報告。
(3)搪瓷反應釜定期維護保養
①根據搪瓷反應釜的維護保養周期規定,每年安排維護兩次,時間一般定於春節前後與大修期間。
②每年春節前後只對搪瓷反應釜的溫度計套管及進氣管進行拆除檢查。
③每年大修期間除了檢查溫度計套管及進氣管以外,還必須完成對攪拌漿、釜內壁搪瓷檢查,反應釜夾套試壓,減速機換油,反應釜外部防腐,保溫保冷檢查。
④帶攪拌的搪瓷反應釜定期維護保養的要求見下表:
| 項目 | 周期/月 | 維護保養要求 |
| 溫度計套管、進氣管 | 6 | 搪玻璃溫度計套管的外表面搪玻璃要求無破損,如破損則要更換新的。不鏽鋼的溫度計套管及進氣管要檢查腐蝕情況、其與法蘭焊縫的腐蝕情況,如發現異常,則要考慮更換或補焊。 |
| 攪拌漿、釜內壁搪玻璃 | 6 | 要求攪拌漿、釜內壁搪玻璃表面無破損,更不允許有露鐵現象。如有破損可採用福世藍高分子複合修復材料修補。 |
| 機械密封 | 3 | 要檢查動環的磨損程度,磨損太多的要更換。 |
| 夾套試壓 | 12 | 夾套試壓到0.55MPa至0.6Mpa,且保壓兩小時要求無泄漏,反應釜保溫超過3年的,要拆除設備外面的保溫層,對夾套進行全面的檢查及防腐。 |
| 減速機換油 | 24 | 放凈減速機內的機油,加入新油至油標1/2至2/3處,且確保油位清晰 |
| 反應釜外部防腐、保溫保冷 | 12 | 反應釜外表面、卡子及連接螺栓除銹、防腐,外部保溫、保冷要求無破損。 |
基本信息
- 中文名
- 搪瓷反應釜
- 外文名
- Enamelreaction kettle
- 使用壓力
- 0.2---0.4Mpa
- 執行標準
- GB25025-2010
- 使用溫度
- 0-200℃