金屬型鑄造
將液體金屬澆入金屬鑄型的方法
金屬型鑄造又稱硬模鑄造,它是將液體金屬澆入金屬鑄型,以獲得鑄件的一種鑄造方法。鑄型是用金屬製成,可以反覆使用多次(幾百次到幾千次)。金屬型鑄造目前所能生產的鑄件,在重量和形狀方面還有一定的限制,如對黑色金屬只能是形狀簡單的鑄件;鑄件的重量不可太大;壁厚也有限制,較小的鑄件壁厚無法鑄出。金屬型鑄造與砂型鑄造比較:在技術上與經濟上有許多優點,金屬型鑄造的生產效率高;使鑄件產生缺陷的原因減少;工序簡單,易實現機械化和自動化。但但也有不足之處。如金屬型製造成本高、金屬型不透氣,而且無退讓性,易造成鑄件澆不足、開裂或鑄鐵件白口等缺陷;
金屬型鑄造
金屬型的預熱方法有:
(1)用噴燈或煤氣火焰預熱;(2)採用電阻加熱器;(3)採用烘箱加熱,其優點是溫度均勻,但只適用於小件的金屬型;(4)先將金屬型放在爐上烘烤,然後澆注液體金屬將金屬型燙熱。這種方法,只適用於小型鑄型,因它要浪費一些金屬液,也會降低鑄型壽命。
二、金屬型的澆注
金屬型的澆注溫度,一般比砂型鑄造時高。可根據合金種類、如化學成分、鑄件大小和壁厚,通過試驗確定。下表中數據可供參考。
各種合金的澆注溫度
合金種類 澆注溫度℃ 合金種類 澆注溫度℃
鋁錫合金 350~450 黃銅 900~950
鋁合金 680~740 鋁青銅 1150~1300
鎂合金 715~740 鑄鐵 1300~1370
由於金屬型的激冷和不透氣,澆注速度應做到先慢,后快,再慢。在澆注過程中應盡量保證液流平穩。
三、鑄件的出型和抽芯時間
如果金屬型芯在鑄件中停留的時間愈長,由於鑄件收縮產生的抱緊型芯的力就愈大,因此需要的抽芯力也愈大。金屬型芯在鏡件中最適宜的停留時間,是當鑄件冷卻到塑性變形溫度範圍,並有足夠的強度時,這時是抽芯最好的時機。鑄件在金屬型中停留的時間過長,型壁溫度升高,需要更多的冷卻時間,也會降低金屬型的生產率。
最合適的拔芯與鑄件出型時間,一般用試驗方法確定。
四、金屬型工作溫度的調節
要保證金屬型鑄件的質量穩定,生產正常,首先要使金屬型在生產過程中溫度變化恆定。所以每澆一次,就需要將金屬型打開,停放一段時間,待冷至規定溫度時再澆。如靠自然冷卻,需要時間較長,會降低生產率,因此常用強製冷卻的方法。冷卻的方式一般有以下幾種:
(1)風冷:即在金屬型外圍吹風冷卻,強化對流散熱。風冷方式的金屬型,雖然結構簡單,容易製造,成本低,但冷卻效果不十分理想。
(2)間接水冷:在金屬型背面或某一局部,鑲鑄水套,其冷卻效果比風冷好,適於澆注銅件或可鍛鑄鐵件。但對澆注薄壁灰鐵鑄件或球鐵鑄件,激烈冷卻,會增加鑄件的缺陷。
(3)直接水冷:在金屬型的背面或局部直接制出水套,在水套內通水進行冷卻,這主要用於澆注鋼件或其它合金鑄件,鑄型要求強烈冷卻的部位。因其成本較高,只適用於大批量生產。
如果鑄件壁厚薄懸殊,在採用金屬型生產時,也常在金屬型的一部分採用加溫,另一部分採用冷卻的方法來調節型壁的溫度分佈。
五、金屬型的塗料
在金屬型鑄造過程中,常需在金屬型的工作表面噴刷塗料。塗料的作用是:調節鑄件的冷卻速度;保護金屬型,防止高溫金屬液對型壁的沖蝕和熱擊;利用塗料層蓄氣排氣。
根據不同合金,塗料可能有多種配方,塗料基本由三類物質組成:1.粉狀耐火材料(如氧化鋅,滑石粉,鋯砂粉、硅藻土粉等);2.粘結劑(常用水玻璃,糖漿或紙漿廢液等);3.溶劑(水)。具體配方可參考有關手冊。
塗料應符合下列技術要求:要有一定粘度,便於噴塗,在金屬型表面上能形成均勻的薄層;塗料干后不發生龜裂或脫落,且易於清除;具有高的耐火度;高溫時不會產生大量氣體;不與合金髮生化學反應(特殊要求者除外)等。
六、復砂金屬型(鐵模復砂)
塗料雖然可以降低鑄件在金屬型中的冷卻速度,但採用刷塗料的金屬型生產球墨鑄鐵件(例如曲軸),仍有一定困難,因為鑄件的冷速仍然過大,鑄件易出現白口。若採用砂型,鑄件冷速雖低,但在熱節處又易產生縮松或縮孔,在金屬型表面復以4-8mm的砂層,就能鑄出滿意的球墨鑄鐵件。
復砂層有效地調節了鑄件的冷卻速度,一方面使鑄鐵體不出白口,另一方面又使冷速大於砂型鑄造。金屬型無潰散性,但很薄的復砂卻能適當減少鑄件的收縮阻力。此外金屬型具有良好的剛性,有效地限制球鐵石墨化膨脹,實現了無冒口鑄造,消除疏鬆,提高了鑄件的緻密度。如金屬型的復砂層為樹脂砂,一般可用射砂工藝復砂,金屬型的溫度要求在180~200℃之間。復砂金屬型可用於生產球鐵,灰鐵或鑄鋼件,其技術效果顯著。
七、金屬型的壽命
提高金屬型壽命的途徑為:
1.選用導熱係數大,熱膨脹係數小,而且強度較高的材料製造金屬型;
2.合理的塗料工藝,嚴格遵守工藝規範;
3.金屬型結構合理,製造毛坯過程中應注意消除殘餘應力;
4.金屬型材料的晶粒要細小。
根據金屬型鑄造工藝的一些特點,為了保證鑄件質量,簡化金屬型結構,充分發揮它的技術經濟效益,首先必須對鑄件的結構進行分析,並制訂合理的鑄件工藝。
一、鑄件結構的工藝性分析
金屬型鑄造結構工藝性的好壞,是保證鑄件質量,發揮金屬型鑄造優點的先決條件。合理的鑄造構應遵循下列原則:
1)鑄造結構不應阻礙出型,妨礙收縮;2)厚差不能太大,以免造成各部分溫差懸殊,從而引起鑄件縮裂和縮松;3)限制金屬型鑄件的最小壁厚。
另外,對鑄件非加工面的精度和光潔度應要求適當。
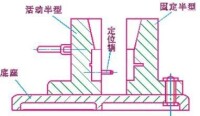
二、鑄件在金屬型中的澆注位置
鑄件的澆注位置直接關係到型芯和分型面的數量、液體金屬的導入位置,冒口的補縮效果,排氣的通暢程度以及金屬型的複雜程度等。選擇澆注位置的原則如下:
1.保證金屬液在充型時流功平穩,排氣方便,避免液流卷氣和金屬被氧化;
2. 有利於順序凝固,補縮良好,以保證獲得組織緻密的鑄件;
3.型芯數目應盡量減少,安放方便、穩定、而且易於出型;
4.有利於金屬型結構簡化,鑄件出型方便等。
三、鑄性分型面的選擇
分型面形式一般有垂直、水平和綜合分類(垂直、水平混合分型或曲面分型)三種。選擇分型面的原則如下:
1.為簡化金屬型結構,提高稿件精度,對形狀教簡單的鑄件最好都布置在半型內,或大部分佈置在半型內;
2.分型面數目應盡量少,保證鑄件外形美觀,鑄件出型和下芯方便;
3.選擇的分型面應保證設置澆冒口方便,金屬充型時流動平穩,有利於型腔里的氣體排出;
4.分型面不得選在加工基準面上;
5,盡量避免曲面分型,減少拆卸件及活決數量。
四、澆鑄系統設計
根據金屬型鑄造的某些特點,在設計澆注系統時須注意以下幾點:金屬澆注速度大,超過砂型的約20%。其次,在液體金屬充型時,型腔里的氣體要能順利排除,其流嚮應儘可能與液流方向一致,順利的將氣體擠向冒口或出氣冒口;此外,應注意使液體金屬在充型時流動平穩,不產生渦流,不衝擊型壁或型芯,更不可產生飛濺。
金屬型的澆注系統一般分為頂注式底注式和側注式三類。
1)頂注式,其熱分佈較合理,有利於順序凝固,可減少金屬液的消耗,但金屬液流動不平穩,易進法,鑄件高時,易衝擊型膠底部或型芯。若用於澆注鋁合金件,一般只適用於鑄件高度小於100毫米的簡單件;
2)底注式,金屬液流動較平穩,有利於排氣,但溫度分佈不合理,不利於鑄件順利凝固;
3)側注式,兼有上述兩者的優點,金屬液流動平穩,便於集渣,排氣等,但金屬液消耗大,澆口清理工作量大。
金屬型澆注系統的結構與砂型鑄造基本相似,但由於金屬型壁不透氣,導熱能力強,因此要求澆注系統結構,能有利於降低金屬液流速,流動平穩,減少其對型壁的沖刷。除應保證型腔內氣體有充裕的時間排除外,還保證在充型過程中不得產生噴濺。
當用金屬型澆注黑色金屬時,由於鑄件冷速大,液流的粘度急劇增加,因此多採用封閉式澆口,其各部分截面積比例為:F內:F橫:F直=1:1.15:1.25
五、冒口設計
金屬型鑄造的冒口和砂型鑄造時具有同等的作用:即為補縮、集渣和排氣。它的設計原則也與砂型用冒口相同。由於金屬型冷卻速度大,而冒口又常採用保溫塗料或砂層,因此金屬型的冒口尺寸可比砂型的冒口小。

基本信息
- 又稱
- 硬模鑄造
- 優點
- 機械性能比砂型鑄件高
- 缺點
- 重量不可太大
- 所屬類別
- 工業 金屬鑄造
- 工藝
- 將液體金屬澆入金屬鑄型
- 中文名
- 金屬型鑄造
- 外文名
- permanent mold casting