非圓齒輪
非圓齒輪
非圓齒輪也叫異形齒輪,是分度曲面不是旋轉曲面的齒輪,它和另一個齒輪組成齒輪副以後,在嚙合過程中,其瞬時角速度比按某種既定的運動規律而變化。
非圓齒輪可以實現特殊的運動和函數運算,對機構的運動特性很有利,可以提高機構的性能,改善機構的運動條件。
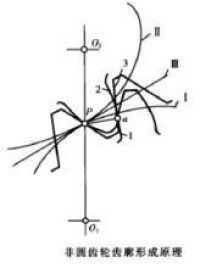
非圓齒輪齒廓形成原理
如右圖所示的一對非圓齒輪,它們的節曲線是和,瞬時的節點是P。非圓齒輪的齒廓可以這樣形成:在兩節曲線間插入一假想的工具齒條,其節圓是直線,並且和節曲線、有相同的節點P。當、作純滾動(此時齒條節線既作平移,還有轉動)。工具齒條的齒廓可以分別包絡出非圓齒輪的齒廓1和2.根據齒廓嚙合基本定理,在任一瞬時,齒條齒廓與齒廓1和2的切點是同一切點P,所以齒廓1、2也在該點相切。因此,若抽掉齒條,而讓齒廓1直接和齒廓2運動,是能保證節曲線、作純滾動的。
從上面的原理可以看出,非圓齒輪的齒廓並不像圓齒輪那樣是圓的漸開線,各個輪齒的齒廓也不相同。
由於非圓齒輪種類較多,形狀複雜,所以給製造帶來了一定的難度。加工非圓齒輪的方法較多。從形成齒廓的原理分,有成形法與展成法;從加工的方式分有銑齒、插齒、滾齒及線切割等。當前應用最廣的是在數控插齒機上,用標準的齒輪插刀加工,或在數控滾齒機上,用齒條形刀具或標準的齒輪滾刀加工。
(1)線切割加工
用計算機計算出各個輪齒的齒廓,並對其進行數控編程,在線切割機床上加工出非圓齒輪。這種方法的優點是,不需要專門的切齒機床和刀具,容易實現。缺點是要逐齒進行計算和編程,費時。這種方法的加工精度,取決於線切割機床和編程工藝的精度。
(2)在銑床上成形銑削
這種方法是在普通的卧式銑床上,用單齒分度法進行成形銑削。所用的刀具就是加工圓齒輪的模數銑刀。它不需要專門的切齒機床及刀具,加工調整也比較容易,所以在單件少量製造非圓齒輪時還有應用。成形銑削的缺點,首先是生產率低,其次是由於只用一把或少數幾把模數銑刀加工整個非圓齒輪,不符合非圓齒輪各個輪齒廓形不同的要求,所以齒廓精度低。
(3)用經機械改裝的機床加工非圓齒輪
對加工圓齒輪的插齒機、滾齒機進行各種機械式的改裝,使工件得到不等速的迴轉,並改變刀具與工件之間的中心距,以切出要求的非圓齒輪。具體的做法是:先加工一個與被加工齒輪形狀完全相同的靠模齒輪或靠模凸輪(凸輪的輪廓曲線與加工的非圓齒輪節曲線相同)。加工時的刀具可以是圓盤形插齒刀。插齒刀的節圓直徑應與靠模齒輪相滾動的圓齒輪的節圓相同(或與靠模凸輪相滾動的圓滾輪的輪廓相同)。這樣,插齒刀相對於被切齒輪的嚙合滾動,決定於圓齒輪與靠模齒輪的嚙合滾動,因此就可以切出與靠模齒輪相同的非圓齒輪。這種方法的優點是可以不用特殊的切非圓齒輪的機床,缺點是需要改裝機床,很費事,而且加工一種齒輪,就需要一種靠模或凸輪,更換產品很不方便,通用性差,成本高。
(4)數控加工
非圓齒輪廣泛運用於自動化儀錶、解算裝置、印刷機械、紡織機械等各種專用機械中,用以實現某種特定的運動要求,或改善運動性能和動力特性。
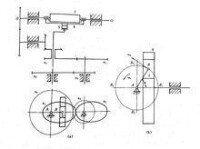
卧式壓力機主機構
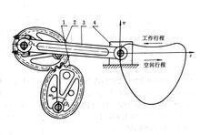
毛紡混條機導條機構
由上式可以看出,要使導條架的移動速度近似等速,必須調整,使其隨角的變化而變化,從而保證為近似常量。為此,在曲柄前設置了一對橢圓齒輪機構(如圖中所示),通過直齒圓柱齒輪,將運動傳給曲柄。只要正確地選擇橢圓齒輪的偏心率e,就能使導條架6的橫向移動速度v近似等速,從而使毛條獲得良好的卷繞成形。

基本信息
- 中文名
- 非圓齒輪
- 外文名
- Non-circular gear
- 別名
- 異形齒輪
- 運用領域
- 輕、重工業機械
- 功能
- 對機構的運動特性很有利,可以提高機構的性能,改善機構的運動條件
- 運用領域
- 自動機器儀器儀錶及解算裝置中
- 特性
- 變速比傳動
- 學科
- 機械工程