上染
上染
染浴中的染料向纖維轉移並進入纖維內部的過程。上染通常是在一定溫度的染料水溶液中進行的。
上染
①染料隨著染浴的流動到達纖維周圍;
②染料依靠本身的熱運動擴散,通過纖維周圍液層接近纖維表面;
③染料因分子間各種力的作用被纖維吸附,纖維周圍的染浴濃度隨之降低;
④染料在纖維無定形區向纖維內部擴散並被吸附。
在上染過程中,一般染料與纖維不發生共價鍵結合,上染是可逆的。在一定溫度下,初始階段上染速率較高,隨著時間增加纖維上染料濃度逐漸增加,染浴中的染料濃度相應降低,上染速率也逐漸減慢,最後,上染百分率不再隨時間而變化,達到平衡狀態。這時的上染百分率稱為平衡上染百分率。由於上染有可逆性,浸染時,上染在紡織物一個部位上的染料,通過解吸、擴散和染液的流動,會轉移到另一部位上,使紡織物上染均勻,這種現象稱為移染。上染達到平衡時,纖維上的染料活度 ɑf和染浴中的染料活度 ɑs的關係,可用熱力學函數標準染色親和力(簡稱染色親和力)-△μ°來衡量:
上染
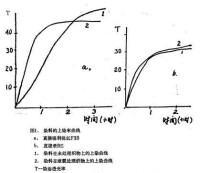
在恆溫條件下,上染達到平衡后,纖維上的染料濃度對染浴中染料濃度關係,可用吸附等溫線表示。分散染料上染醋酯等疏水性纖維的吸附等溫線基本上是直線(下頁圖中a),上染的染料隨著染浴濃度增加而遞增,直到纖維和染液都達到飽和為止。羊毛和錦綸用勻染性酸性染料上染,吸附等溫線的斜率隨染浴濃度的增加而逐漸降低(圖中b)。最後,上染的染料不再隨染浴濃度變化而達到纖維的染色飽和值,它的大小與纖維的氨基含量有關。聚醯胺66的氨基含量較低,用勻染性酸性染料在一般條件下難以染得濃色。拼色染色時,濃度過量就會發生兩種染料競染現象。陽離子染料上染腈綸的吸附等溫線也屬這種類型。纖維素纖維用直接、還原等染料上染的吸附等溫線如圖中 c所示。
染料在纖維中的擴散速率比在染液中要慢幾個數量級。染料垂直通過單位面積的速率與染料的濃度梯度成正比。式中 s為通過單位面積的染料重量; t為時間; c為濃度; x為距離; D為擴散係數,是濃度梯度為1時通過單位面積的擴散速率;負號表示染料向濃度較低的方向擴散。
在染液中,染料本身分子間會發生締聚。纖維素纖維和蛋白質纖維雖然能在水中發生溶脹,使無定形區的微隙增大,但染料主要是以單分子或單離子狀態擴散進入纖維的。提高染浴溫度可促使染料分散成單分子或單離子狀態,增加它們的動能,提高擴散速率。合成纖維在水中不易溶脹,染料分子難以進入纖維內部,只當加熱超過纖維玻璃化溫度時,在纖維無定形區形成瞬間“孔穴”,才能使染料分子進入並擴散。
上染達到平衡需要較長的時間。提高染浴溫度是加速上染的主要方法,但上染過於迅速會產生不勻現象,染淡色時尤為顯著。在上染過程中,染浴中纖維周圍的染料因被吸附必須及時補充,因此染液應具有一定的流動速率並與升溫速率相適應。

基本信息
- 中文名
- 上染
- 外文名
- dyeing
- 運用領域
- 染織
- 技術內容
- 染浴中的染料向纖維轉移並進入纖維內部的過程