共找到2條詞條名為表面粗糙度測量儀的結果 展開
- 評定零件表面質量的台式儀器
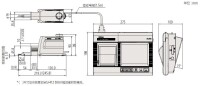
- 粗糙度儀SJ-210
表面粗糙度測量儀
評定零件表面質量的台式儀器

粗糙度測量儀
觸針式粗糙測量儀、、靠粗糙測量儀,且各標準及際標準制依據。根據傳器,觸針式粗糙儀式、壓式、式、激式柵式,導式導式。導式粗糙儀僅限測量粗糙,導式粗糙儀除測量粗糙,測量波紋幾何形狀。

粗糙度測量儀
硬體部分則由感測器、驅動器、指零表、記錄器和工作台等主要部件組成。
主要存在以下幾個方面的不足:1)測量參數較少,一般僅能測出、、等少量參數;2)測量精度較低,測量範圍較小,值的範圍一般為0.02~10µm左右;3)測量方式不靈活,例如評定長度的選取,濾波器的選擇等;4)測量參數的處理速度慢,輸出不直觀。
造成上述幾個方面不足的主要原因是:系統的可靠性不高,模擬信號的誤差較大且不便於處理,計算機數據處理能力弱,演演算法不夠簡單有效
工作原理框圖
傳統的表面粗糙度測量儀由感測器、驅動器、指零表、記錄器和工作台等主要部件組成,從輸入到輸出全過程均為模擬信號。而在傳統的表面粗糙度測量儀的基礎上,採用計算機系統對其進行改進后,通過模-數轉換將模擬量轉換為數字量送入計算機進行處理,使得儀器在測量參數的數量、測量精度、測量方式的靈活性、測量結果輸出的直觀性等方面有了極大的提高。

粗糙度測量儀
評價粗糙度參數的根據是粗糙度輪廓,是對原始輪廓用一個輪廓濾波器,抑制掉長波成份而得到。
是輪廓偏離平均線的算術平均,並且是在一個取樣長度內定義的。影響濾波數據的因素有:1、取樣長度和評定長度的選用:取樣長度是用於判別具有表面粗糙度特性的一段基準線長度。評定長度是用於評定粗糙度時必須取一段能
反映加工表面粗糙度特性的最小長度。2、濾波器的高、低通取樣長度和帶寬比的選用也對測量結果有著十分重要的影響。取樣波長是表面形貌測量時,儀器響應的表面特性(表面波長)的最長間距,其範圍通常是0.08mm~8mm。

基本信息
- 中文名
- 表面粗糙度測量儀
- 外文名
- surfagauge
- 簡介
- 測定零件表面質量