塗膜
塗料施工底材上形成的固態連續膜
塗膜(paint film)又稱漆膜。塗料施工於底材上的一道或多道塗層所形成的固態連續膜。通常塗膜由多道塗層組成,依據被塗物件的要求而決定塗層的多寡。一般包括底漆層、中間塗層和面漆層。塗膜體現塗料配套使用的效果。
國家標準《GB1727——79(88)漆膜一般製備法》中分別列出刷塗法、噴塗法、浸塗法和刮塗法的塗膜製備方法。但在製備時需要依賴操作人員的技術熟練程度,塗膜的均勻性較難保證。採用儀器製備塗膜在當前普遍推行,方法有旋轉塗漆法和刮塗器法。
1、2、塗膜外觀及光澤測定
(1)塗膜外觀
通常在日光下肉眼觀察塗膜的樣板有無缺陷,如刷痕、顆粒、起泡、起皺、縮孔等,一般與標準樣板對比。
(2)光澤的測定基本上採用兩大儀器,即光電光澤計和投影光澤計,前者用得較多。
2、塗膜的鮮映性測定
鮮映性是指塗膜表面反映影象(或投影)的清晰程度,以DOI值表示(distinctness of image)。它能表徵與塗膜裝飾性相關的一些性能(如光澤、平滑度、豐滿度等)的綜合效應。它可用來對飛機、汽車、精密儀器、家用電器,特別是高級轎車車身等的塗膜的裝飾性進行等級評定。
鮮映性測定儀的關鍵裝置是一系列標準的鮮映性數碼板,以數碼錶示等級,分為0.1、0.2、0.3、0.4、0.5、0.6、0.7、0.8、0.9、1.0、1.2、1.5、2.0共13個等級,稱為DOI值。每個DOI值旁印有幾個數字,隨著DOI值升高,印的數字越來越小,用肉眼越不易辨認。觀察被測表面並讀取可清晰地看到的DOI值旁的數字,即為相應的鮮映性。
3、塗膜霧影測定
霧影系高光澤漆膜由於光線照射而產生的漫反射現象。霧影光澤儀是一台雙光束光澤儀,其中參與光束可以消除溫度對光澤以及顏色對霧影值的影響。儀器的主接收器接收漆膜的光澤,而副接收器則接收反射在光澤周圍的霧影。霧影值最高可達1000,但評價塗料時,霧影值在250以下就足夠,因此,儀器測試範圍為0~250。塗料產品霧影值通常應定在20以下,因為塗膜霧影太大,將嚴重影響高光澤漆膜的外觀,尤其淺色漆影響更為顯著。
4、塗膜顏色測定
測定塗膜顏色一般方法是按《GB9761—88色漆和清漆的目視比色》的規定,將試樣與標準同時制板,在相同的條件下施工、乾燥后,在天然散射光線下目測檢查,如試樣與標準樣顏色無顯著區別,即認為符合技術容差範圍。也可以將試樣制板后,與標準色卡進行比較,或在比色箱CIE標準D65的人造日光照射下比較,以適合用戶的需要。
另外,為避免人為誤差的產生,國家標準《GB11186.1.2—89漆膜顏色的測量方法》規定用光譜光度計、濾光光譜光度計和刺激值色度計測定塗膜顏色方法,即可通稱的光電色差儀來對顏色進行定量測定,以把人們對顏色的感覺用數字錶達出來。
5、塗膜白度測定
塗膜的白度一般是用目測即可進行評定,但由於人們視覺的差異,不能對真正的白色作出客觀評價,故採用儀器測定。
6、塗膜硬度的測定
塗膜的硬度測定方法很多,目前常用的有4種方法,即擺桿阻尼硬度法、鉛筆硬度法、划痕硬度法和壓痕硬度法。採用國家標準《GB1730—88漆膜硬度的測定擺桿阻尼試驗》和《GB6739—86塗膜硬度鉛筆測定法》。
7、塗膜耐衝擊性測定
國家標準《GB1732—79(88)漆膜耐衝擊性測定法》規定重鎚質量(1000±1)g,沖頭進入凹槽的深度為(2±0.1)mm,滑筒刻度等於(50±0.1)cm。
8、塗膜柔韌性測定
國家標準《GB1731—79漆膜柔韌性測定法》規定使用軸棒測定器、測試時是將塗漆的馬口鐵板在不同直徑的軸棒上彎曲,以其彎曲后不引起漆膜破壞的最小軸棒的直徑(mm)來表示。
9、漆膜附著力測定
划格法按國家標準《GB9286—88色漆和清漆漆膜的划格法試驗》的結果分級法。為區分優劣,須使用膠帶法配合,以得到滿意的結果。
交叉切痕法測定附著力的原理基本與划格法相同。
划圈法按國家標準《GB1720—(79)88漆膜附著力測試法》中規定利用附著力測定儀。第一部位內漆膜完好者,附著力最好,為1級;第二部位完好者,為2級;依次類推,7級的附著力最差。
拉開強度法按《GB5210—85漆層附著力的測定法——拉開法》進行。可定量測定漆膜的拉開強度,並以此評價漆膜附著力。
還有划痕法;膠帶附著力法‘剝落試驗法。
10、塗膜耐磨性測定
按國家標準《GB1768—(79)88漆膜耐磨性能測試法》規定採用JM—1型漆膜耐磨儀,經一定的磨轉次數后,以漆膜的失重來表示其耐磨性。因失重法可不受漆膜厚度的影響,同樣的負荷和轉數,失重越小則耐磨性越好。較適宜測定路標漆、地板漆。
11、塗膜磨光性測定
國家標準《GB1769—(79)88漆膜磨光性測試法》採用QG—1型漆膜磨光儀,在一定負荷下經規定的磨光次數后,以塗膜的光澤(%)表示。
12、塗膜打磨性測定
《GB1770—(79)88底漆、膩子膜打磨性測試法》中規定了DM—1型打磨性測定儀的機械打磨測定方法,試板裝於儀器吸盤正中,磨頭裝上規定型號的水砂紙,儀器可自動進行規定次數的打磨,保證了相同負荷和均勻的打磨速度,所得結果比較準確。
13、塗膜重塗性測定
重塗性試驗是在乾燥后的塗膜上按規定進行打磨后,再按規定方法塗上同一種塗料,其厚度按產品規定要求,在塗飾過程中檢查塗覆的難易程度。在按規定時間乾燥后檢查塗膜狀況有無缺陷發生,必要時檢測其附著力。
14、塗膜耐洗刷性測定
國家標準《GB9266—88建築塗料塗層耐洗刷性》規定測試時使用洗刷試驗機,試板用夾子固定后使用鬃刷以每分鐘固定的往複頻率在漆膜表面上來回摩擦,同時不斷滴加洗滌劑,試驗連續進行直到漆膜露底為止,或按產品標準規定的次數進行。
15、塗膜耐熱性、耐寒性及耐溫變性測定
測定耐熱性方法是採用鼓風恆溫烘箱或高溫爐,在達到產品標準規定的溫度和時間后,對漆膜表面狀況進行檢查,或者在耐熱試驗後進行其他性能測試。
耐寒性檢測,通常是將塗膜按產品標準規定放入低溫箱中,保持一定時間,取出觀察塗膜變化情況。
溫變性檢測通常是在高溫60℃保持一定時間后,再在低溫如—20℃放置一定時間,如此反覆若干次循環,最後觀察塗膜變化情況。
16、塗膜耐水性的測定
常溫浸水法,按國家標準《GB1733—(79)88漆膜耐水性測定法》規定將塗漆樣板的2/3面積放入溫度為(25±1)℃的蒸餾水中,待達到產品標準規定的浸泡時間后取出,目測評定是否有起泡、失光、變色等想象,也可用儀器來測定失光率和附著力的下降程度。
17、塗膜耐鹽水性測定
耐鹽水測定通常是將試板2/3面積浸入3%氯化鈉水溶液中,按產品規定時間取出並檢查。另外按國家標準《GB1763—(79)88漆膜耐化學試劑性測定法》中規定,也可採用加溫耐鹽水法,試驗溫度為(40±1)℃,採用一套恆溫設備控制。
18、塗膜耐化學品性測定
依據國家標準《GB1763—(79)88漆膜耐化學試劑性測定法》中所規定,用普通低碳鋼棒浸塗或刷塗被試塗料,乾燥7天後,測量厚度,將試棒的2/3面積浸入產品標準規定的酸或鹼中,在(25±1)℃溫度下浸泡。定時觀察檢查塗膜狀況,按產品標準規定判定結果。
19、塗膜耐腐蝕性測定
鹽霧試驗是目前普遍用來檢驗塗膜耐腐蝕性的方法。按國家標準《GB1771—91色漆和清漆耐中性鹽霧性能的測定》規定執行。塗膜樣板在具有一定溫度[(40±2)℃]、一定鹽水濃度(3.5%)的鹽霧試驗箱內每隔45min噴鹽霧15min,經一定時間試驗后,觀察樣板外觀餓破壞程度。按GB1740—79的規定來評定等級。
20、塗膜耐濕熱性測定
按國家標準《GB1740—79漆膜耐濕熱測定法》規定進行,設備為調溫調濕箱。將已實幹的塗膜樣板放在一定溫度[(47±1)℃]、一定濕度[相對濕度為(96±2)%]的調溫調濕箱中,在規定的時間內,根據樣板上塗膜外觀的破壞情況,來評定耐濕熱的等級。
塗膜光澤指塗膜表面的一種光學特性,以其反射光的能力來表示。塗膜的光澤可分為:
高光( High gloss):90~100
有光(Gloss):60---89
半光( Semi - gloss):30~59
絲光[Semi - matt (Silk)]:11~29
平光(Matt):6~10
全無光[Full - matt (flat)]:0~5
自然乾燥
在自然條件下,利用空氣對流使溶劑蒸發、氧化聚合成與固化劑反應而成膜的方法,成為自然乾燥。適用於揮發性塗料、氣乾性塗料、固化劑固化型塗料等自乾性塗料。
自然乾燥受環境條件影響很大。環境濕度大時抑制溶劑揮發,乾燥慢,並形成塗膜發白等缺陷,因此作業環境宜低不宜高。溫度高時溶劑揮發快,固化反應快,乾燥也快,這時減少灰塵粘附有利,但可能是流平性變差,因此自然晾乾區最好設置空氣過濾系統,以保證塗膜質量。
烘乾
(1)根據烘乾溫度低可分為低溫烘乾、中溫烘乾和高溫烘乾。
①低溫烘乾。固化溫度低於100℃稱為低溫烘乾,主要是對自乾性塗料實施強制乾燥對耐熱性很差的材質表面塗膜進行乾燥,乾燥溫度通常在60℃~80℃,可使自乾性塗料固化時間大幅度縮短,以滿足工業化流水線作業方式。
②中溫烘乾。中溫烘乾溫度在100℃~150℃,主要用於縮合聚合反應固化成膜的塗料。當溫度過高時,塗膜發黃,脆性增大,此類塗料的最佳固化溫度一般在120℃~140℃之間。
③高溫烘乾。固化溫度在150℃以上的為高溫固化,如粉末塗料、電泳塗料等。
①熱風對流烘乾。此法是利用風機將熱源產生的燃燒氣體或加熱后的高溫空氣引入烘乾室,並在烘乾室內循環,從而使被塗物對流受熱。運用高質量塗層,不受工件形狀和結構複雜程度影響,加熱溫度範圍寬,所以該方式應用很廣泛。
③熱風對流加輻射烘乾。熱風對流加熱與遠紅外線輻射加熱各有特點,為充分發揮各自的優點,在烘乾室設計時可將兩者結合起來,一般先輻射后對流,利用輻射升溫快的優點,使工件升溫並使溶劑揮發,再利用熱風對流保溫,保證烘乾質量。
防水塗膜
採用熱施工的屋面瀝青卷材防水,乃是近代建築防水領域之中長期居於主流的辦法,這是由其青卷材能適應防水基層一定的伸縮變化,造價較低,施工技術普及,原材料較充沛等原因所致。但是其適應性和耐老化性較差,加之暴露於屋企部位,高溫易起鼓,老化裂開,低溫易冷脆變形。七十年代後期隨著高分子材料的發展,出現了合成材料卷材防水和合成橡膠及樹脂塗膜防水材料。塗膜防水最初使用的是醋酸乙烯樹脂系及其聚物乳液,后又發展了乙烯酸共聚物系,氯丁橡膠系、氨基甲酸酯橡膠系和橡膠瀝青系等。其中氨基甲酸酯橡膠系已成為防水塗膜的主要材料。
氟化物塗膜
氟化物是一種被公認的有效防齲劑,有多種氟化物製劑可供使用,如氟化物溶液、含氟牙膏、氟凝膠、含氟水門汀以及含氟樹指等。作為一種局部應用的氟化物,氟化物塗膜(Fluoride Varnish)是為了克服其它氟化物製劑的缺點發展起來的,已被歐洲國家廣泛應用。在許多國家氟化物塗膜已取代了氟化物凝膠的應用。國際上應用的氟化物塗膜可根據藥物組成分類,常見的有兩類。一類塗膜內含有氟化鈉,其代表為Duraphat(Colgate Oral Pharmaceuticals,UK)和Carex(Colgate Oral Pharmaceuticals,UK)。Duraphat以中性松香為基質,是一種已商品化的氟化物塗膜,它是氟化物塗膜中研究最深入、應用最多的一種。Carex以苔草為基質。另一類塗膜內含有氟化硅烷,其代表為F1uor protector(Ivoclar—Vivadent,America)o Huor protector以聚氨基甲酸乙酯為基質。此外,還有一些含有氟化銨、氟化亞錫等氟化物的塗膜。1994年,Ullsfoss等首次提出了由洗必泰和氟化物混合製成塗膜來防治齲病,Twetman和Petersson證實這種混合塗膜比單一塗膜能更有效防治齲病,稱它為氟泰塗膜。
氟化物塗膜的應用
(1)防治齲病
(2)防治牙本質過敏
(3)有研究表明氟化物塗膜很難從牙釉質表面去除,具有一定的粘結.
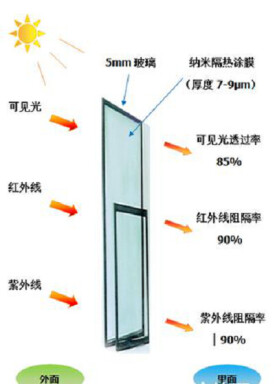
納米玻璃塗膜
納米塗膜較早應用於外國建築領域,作為隔熱節能的材料。后引進國內,最早展覽在2010年中國建築節能展覽會上,在安徽合肥市會展中心舉行,展覽會上,納米玻璃塗膜以其出色的隔熱性能和隔絕紫外線等優勢受到了市民的關注。據說,這項技術還能應用於汽車玻璃上,減少汽車空調能耗。
近年來我國每年竣工的建築約20億平方米,是全球最大的建築市場,建築能耗非常嚴重,據建設部統計,建築節能占社會總能耗的1/3,在建築能耗中,空調耗電佔60%,而進入室內的太陽輻射式空調所耗電能的主要構成。使用納米塗膜玻璃,可以減少太陽輻射進入室內,大大減少空調能耗,同時可以提高房間居住的舒適度,並且不影響採光,節能環保。
果樹塗膜
隨著農業科學和林業科學的發展,功能性果樹塗膜的研究日益受到高度重視。所謂果樹塗膜,通常是指採用丙烯酸酯類,乙烯基類單體作為主要原料,配套其它單體,通過乳液共聚合的方法合成高分子乳液。利用高分子乳液易成膜,有彈性,透氣,保水,耐久性好等特點,將其噴塗於樹木被保護處,形成一層保護性薄膜(也稱為“樹衣”)}或將保護乳液塗於紙,塑料薄膜,塑料片材等基材上,製得保護帶或保護膜,纏繞於果樹枝條或覆蓋在樹榦、樹基上來獲得對果樹的保護;也可分別或同時加入各種添加劑,如殺蟲劑,植物增長促進劑,果實催熱悉劑及填料等。得到具有緩釋作用的功能性高分子乳液塗料一,以滿足多方面的要求,因而果樹塗膜材料具有高性能、多功能的特點。
近年來,國內外對果樹塗膜方面的研究取得了一定進展,主要用於果樹抗霜凍,防日燒,防蟲及殺蟲,樹榦枝條創口的保護,受損樹木的保護口等。
漆膜塗料塗層
基本信息
- 中文名
- 塗膜
- 外文名
- paint film
- 又稱
- 漆膜
- 類別
- 固態連續膜