直縫管
應用於石化工業的鋼管
直縫管是焊接鋼管的一種,指焊縫與鋼管縱向平行的鋼管。按壁厚分類有薄壁直縫管和厚壁直縫管;按形狀分類有圓形管、方形管或異形管;按用途分類有一般焊管、鍍鋅焊管、吹氧焊管、電線套管、公制焊管、托輥管、深井泵管、汽車用管、變壓器管、電焊薄壁管、電焊異型管和螺旋焊管。
直縫管是指焊縫與鋼管縱向平行的鋼管。一般也稱為直縫焊管或直縫鋼管。直縫管是通過高頻焊接機組將一定規格的長條形鋼帶卷制並採用直縫焊接而成。直縫管規格用公稱口徑表示,按壁厚可分為薄壁直縫管和厚壁直縫管兩種。按形狀可分為圓形、方形或異形管等。
可分為直縫焊管和螺旋焊管
直縫焊管:生產工藝簡單,生產效率高,成本低,發展較快。
螺旋焊管:強度一般比直縫焊管高,能用較窄的坯料生產管徑較大的焊管,還可以用同樣寬度的坯料生產管徑不同的焊管。但是與相同長度的直縫管相比,焊縫長度增加30~100%,而且生產速度較低。因此,較小口徑的焊管大都採用直縫焊,大口徑焊管則大多採用螺旋焊。
按用途分為一般焊管、鍍鋅焊管、吹氧焊管、電線套管、公制焊管、托輥管、深井泵管、汽車用管、變壓器管、電焊薄壁管、電焊異型管和螺旋焊管。
一般焊管:一般焊管用來輸送低壓流體。用Q195A、Q215A、Q235A鋼製造。也可採用易於焊接的其它軟鋼製造。鋼管要進行水壓、彎曲、壓扁等實驗,對錶面質量有一定要求,通常交貨長度為4-10m,常要求定尺(或倍尺)交貨。焊管的規格用公稱口徑表示(毫米或英寸)公稱口徑與實際不同,焊管按規定壁厚有普通鋼管和加厚鋼管兩種,鋼管按管端形式又分帶螺紋和不帶螺紋兩種。
吹氧焊管:用作鍊鋼吹氧用管,一般用小口徑的焊接鋼管,規格由3/8寸-2寸八種。用08、10、15、20或Q195-Q235鋼帶製成。為防蝕,有的進行滲鋁處理。
公制焊管:規格用無縫管形式,用外徑*壁厚毫米表示的焊接鋼管,用普通碳素鋼、優質碳素鋼或普能低合金鋼的熱帶、冷帶焊接,或用熱帶焊接后再經冷撥方法製成。公制焊管分普能和薄壁、普通用作結構件,如傳動軸,或輸送流體,薄壁用來生產傢具、燈具等,要保證鋼管強度和彎曲試驗。
變壓器管:用於製造變壓器散熱管和其它熱交換器,採用普通碳素鋼製造,要求進行壓扁、擴口、彎曲、液壓試驗。鋼管以定尺或倍尺交貨,對鋼管彎曲度有一定要求。
電焊薄壁管:主要用來製作傢具、玩具、燈具等。近年來不鏽鋼帶製作的薄壁管應用很廣,高級傢具、裝飾、欄柵等。
螺旋焊管:是將低碳碳素結構鋼或低合金結構鋼鋼帶按一定的螺旋線的角度(叫成型角)捲成管坯,然後將管縫焊接起來製成,它可以用較窄的帶鋼生產大直徑的鋼管。螺旋焊管主要用於石油、天然氣的輸送管線,其規格用外徑*壁厚表示。螺旋焊管有單面焊的和雙面焊的,焊管應保證水壓試驗、焊縫的抗拉強度和冷彎性能要符合規定。
又分為圓形焊管和異型(方、扁等)焊管。
GB/T3091-1993(低壓流體輸送用鍍鋅焊接鋼管)。主要用於輸送水、煤氣、空氣、油和取暖熱水或蒸汽等一般較低壓力流體和其他用途管。其代表材質Q235A級鋼。
GB/T3092-1993(低壓流體輸送用鍍鋅焊接鋼管)。主要用於輸送水、煤氣、空氣、油和取暖熱水或蒸汽等一般較低壓力流體和其它用途管。其代表材質為:Q235A級鋼。
GB/T14291-1992(礦用流體輸送焊接鋼管)。主要用於礦山壓風、排水、軸放瓦斯用直縫焊接鋼管。其代表材質Q235A、B級鋼。GB/T14980-1994(低壓流體輸送用大直徑電焊鋼管)。主要用於輸送水、污水、煤氣、空氣、採暖蒸汽等低壓流體和其它用途。其代表材質Q235A級鋼。
GB/T12770-1991(機械結構用不鏽鋼焊接鋼管)。主要用於機械、汽車、自行車、傢具、賓館和飯店裝飾及其他機械部件與結構件。其代表材質0Cr13、1Cr17、00Cr19Ni11、1Cr18Ni9、0Cr18Ni11Nb等。
GB/T12771-1991(流體輸送用不鏽鋼焊接鋼管)。主要用於輸送低壓腐蝕性介質。代表材質為0Cr13、0Cr19Ni9、00Cr19Ni11、00Cr17、0Cr18Ni11Nb、0017Cr17Ni14Mo2等。
直縫管一般採用高頻焊接,高頻焊接是一種感應焊(或壓力接觸焊),它無需焊縫填充料,無焊接飛濺,焊接熱影響區窄,焊接成型美觀,焊接機械性能良好等優點,因此在鋼管的生產中受到廣泛的應用。根據電磁感應原理和交流電荷在導體中的趨膚效應、鄰近效應和渦流熱效應,使焊縫邊緣的鋼材局部加熱到熔融狀態,經滾輪的擠壓,使對接焊縫實現晶間接合,從而達到焊縫焊接之目的,冷卻后形成一條牢固的直縫焊縫。
將帶鋼送入焊管機組,經多道軋輥滾壓,帶鋼逐漸捲起,形成有開口間隙的圓形管坯,調整擠壓輥的壓下量,使焊縫間隙控制在1~3mm,並使焊口兩端齊平。如間隙過大,則造成鄰近效應減少,渦流熱量不足,焊縫晶間接合不良而產生未熔合或開裂。如間隙過小則造成鄰近效應增大,焊接熱量過大,造成焊縫燒損;或者焊縫經擠壓、滾壓后形成深坑,影響焊縫表面質量。
低碳鋼材質,焊接溫度控制在1250~1460℃,可滿足管壁厚3~5mm焊透要求。焊接溫度主要通過調節高頻渦流熱功率和焊接速度來控制。當輸入熱量不足時,被加熱的焊縫邊緣達不到焊接溫度,金屬組織仍然保持固態,形成未熔合或未焊透;當輸入熱量過大時,被加熱的焊縫邊緣超過焊接溫度,產生過燒或熔滴,使焊縫形成熔洞。
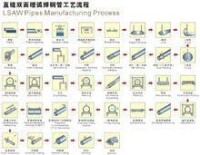
直縫管生產流程圖
直縫管一般採用GB/T3091-2015和GB/T9711-2011標準。
直縫管常用材質有Q235A、Q235B、Q345B、16Mn、20#、Q345、L245、L290、X42、X46、X70、X80、0Cr13、1Cr17、00Cr19Ni11、1Cr18Ni9、0Cr18Ni11Nb。
根據GB/T3091-2015《低壓流體輸送用焊接鋼管》標準的規定,鋼管表面質量應光滑,不允許有摺疊、裂縫、分層、搭焊等缺陷存在。鋼管表面允許有不超過壁厚負偏差的划道、刮傷、焊縫錯位、燒傷和結疤等輕微缺陷存在。允許焊縫處壁厚增厚和內縫焊筋存在。
直縫管應做機械性能試驗和壓扁試驗以及擴口試驗,並要達到標準規定的要求。鋼管應能承受一定的內壓力,必要時進行2.5Mpa壓力試驗,保持一分鐘無滲漏。允許用渦流探傷的方法代替水壓試驗。
渦流探傷按GB/T7735-2004《鋼管渦流探傷檢驗方法》標準執行。渦流探傷方法是將探頭固定在機架上,探傷與焊縫保持3~5mm距離,靠鋼管的快速運動對焊縫進行全面的掃查,探傷信號經渦流探傷儀的自動處理和自動分選,達到探傷的目的。探傷后的焊管用飛鋸按規定長度切斷,經翻轉架下線。鋼管兩端應平頭倒角,列印標記,成品管用六角形捆紮包裝后出廠。
直縫管主要應用於自來水工程、石化工業、化學工業、電力工業、農業灌溉、城市建設。作液體輸送用:給水、排水。作氣體輸送用:煤氣、蒸氣、液化石油氣。作結構用:作打樁管、作橋樑;碼頭、道路、建築結構用管等。

基本信息
- 中文名
- 直縫管
- 定義
- 指焊縫與鋼管縱向平行的鋼管
- 屬性
- 鋼管
- 按壁厚分類
- 薄壁直縫管和厚壁直縫管
- 按形狀分類
- 圓形、方形或異形管
- 按用途分類
- 一般焊管、鍍鋅焊管、等