剃齒刀
剃齒刀
剃齒刀是直齒和斜齒漸開線圓柱齒輪的一種精加工刀具。剃齒時,剃齒刀的切削刃沿工件齒面剃下一層薄金屬,可以有效的提高被剃齒輪的精度和齒面質量;並且加工效率高,刀具壽命長,是成批,大量生產中等精度圓柱齒輪時,應用最廣泛的一種加工刀具。

剃齒刀
剃齒刀
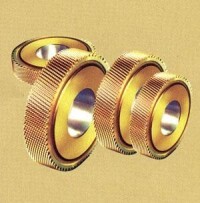
齒面上開有許多形成切削刃的窄槽,按螺旋齒輪嚙合原理加工工件的齒輪形齒輪加工刀具。在加工時,刀具從齒輪的齒面上切下鬍鬚狀的細切屑,故稱剃齒刀。剃齒刀用於在滾齒、插齒(見齒輪加工)后 對輪齒進行精加工。常用的盤形剃齒刀像一個淬硬的斜齒圓柱齒輪(圖1),齒面上的溝槽有兩種形式:一種是在整個齒圈上開有圓環形或螺旋形的通槽,槽的截面可以是矩形,也可以是梯形,這種剃齒刀用鈍后只刃磨前面(槽部),齒形和外徑都不改變,由於通槽不能做得太深,只適用於模數小於1.75毫米的剃齒刀;另一種為兩側面的溝槽不通,是用梳形插刀分別插出來的,為使插刀能夠退刀,在每個齒的齒根處鑽有傾斜的小孔。這種剃齒刀用鈍后需重磨齒形和齒頂圓柱面。剃齒刀
