墨斗輥
墨斗輥
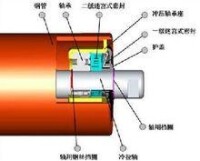
墨斗輥ink fountain roller,從墨斗中輸出油墨的輥。一種用於印刷機的墨斗裝置,包括墨斗輥、底板、墨斗以及刮擦件。墨斗輥被可轉動支撐,底板布置在其遠端部分接近墨斗輥的位置。墨斗具有一對墨壩。墨壩沿大體上垂直於底板的方向布置並且沿墨斗輥的軸向彼此相對。墨壩中的每一個都包括彈性件以及第一和第二推動件。彈性件鄰靠墨斗輥外表面和底板。第一和第二推動件朝向墨斗輥外表面和底板推動彈性件。刮擦件布置在沿墨斗輥的轉動方向墨斗輥對著下游輥的相對位置的更下游並且用於將附著到墨斗輥上的墨返回到墨斗中。
墨斗輥
墨斗輥
UNISET採用的是B-B式印刷裝置,如果正、反兩面的印刷色數不同,在橡皮滾筒合壓的情況下,滾筒軸端齒輪就會帶動串墨機構動作,因此在串墨機構上安裝有離合器。UNISET 60上的這個離合器採用手動方式,不使用這個色組時可使用內六角扳手將其旋出來。在牆板的內壁上安裝有感應器,當其與滾筒齒輪脫開后,會在操作台上顯示此色組已脫開,但是由於這個感測器的位置及性能的影響,會造成一種實際沒有脫開而操作台上顯示脫開的假象,因此整個串墨機構會跟著滾筒一起動作,造成干磨而燒壞網紋輥。有些印刷廠為了確保設備的安全,在不使用某個色組時,除了將該色組離合器脫開外,還將與網紋輥接觸的傳墨輥拆下,這樣就從兩方面保證了網紋輥的全。而對於UNISET 70來說,此結構已經變成了由氣缸自動完成,可靠性大大提高。
墨斗輥
墨斗輥
串墨輥或串墨輥軸承的損傷,遇到這種情況必須及時拆卸串墨輥。為了拆卸串墨輥軸端軸承,實際上設計有軸承擋塊,藉助於這個軸承擋塊就能將軸承無損傷地取下。最好自製一個半圓筒形的套,將其套在串墨輥的軸頸上,通過移動串墨輥撞出這個軸承擋塊及軸承。另外,安裝油封時一定要注意使油口向下,否則油會從牆板內側泄漏。
墨斗輥

墨斗輥
的作用沒有在寬幅機上明顯。紙張的變形與很多因素有關,如印刷壓力、環境的溫、濕度,潤版液及紙張本身的特性等。有時影響小,而有時影響大,如天津日報印刷廠的一台UNISET 60總是出現上、下套不準故障,用一張膠片曬制C、M、Y、K四塊版,印版上3mm × 3mm 的方格,在保證中間充分套準時,兩邊的誤差有的甚至能達到1mm,可見紙張變形對套準的影響有多大,因此建議最好是安裝好橄欖輥后再使用。
墨斗輥
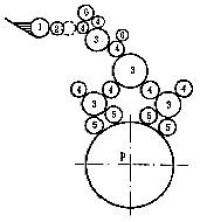
防纏紙裝置一般裝在每個印刷部的頂部,是為了防止無法預見的斷
紙故障造成印刷單元損傷而設計的機構,該裝置由1根重輥和3個壓輪組成,依靠重輥的慣性力將紙從印刷部中帶出,從而避免對印版、橡皮布、水輥和墨輥的損傷。正確的調節方法:將壓輪調至與紙張剛接觸,從這一點開始,將壓輪旋轉270°,但實際情況是,這樣操作后壓力還有可能不夠,因此,建議以紙張上不壓出痕迹為上限,盡量增大此壓輪的壓力。
紙帶張力調節系統對於輪轉機來說至關重要,一旦紙帶張力調節不當,機器就無法
正常運 行。走紙路徑:紙架→印刷部→天地杠→三角板→三角板下的進紙輥→折報機。走紙過程中,每部分都有張力控制單元,紙架上方的張力控制單元是一個擺動輥,進入印刷部前的張力控制單元由從前的PIV結構發展到電機單獨驅動,在PECOM上可直接調整。正確的調節方法:紙架張力大於印刷部張力,從印刷部開始紙帶張力應逐漸增加,折報機的叼紙滾筒本身就是一個張力控制裝置,因為其直徑可以根據紙路的情況而做適當的改變。紙帶張力調節的順序應該是從後向前,即從折報機開始向印刷部調節,逐級減少。
墨斗輥
三圈軸承可以說是曼羅蘭印刷機的標誌性結構,其用外環軸承取代了傳統的銅套設
計,從設計理念上講無疑是進步的,但一些廠家在使用過程中也出現了一些問題。外環軸承用於滾筒離合壓,且離合壓的位置是固定的,即每次都發生在同一位置,而且外環軸承無法潤滑,因此由於版口的振動,合壓連桿調套的磨損等,都有可能造成外環軸承的損傷。另外由於外環軸承缺乏必要的保護,清洗機器時煤油等清洗劑容易進入軸承,造成軸承內的潤滑劑被破壞。一些廠家為了解決這個問題,在牆板內側塗上黃油,但油不應太多,否則影響軸承散熱而引發其他問題。為了防止雜物進入軸承,UNISET 70在滾筒軸頸上設計了橡皮卡圈,可以有效防止雜物進入軸承。
為了弄清楚在墨斗輥上形成墨層的過程會導致印刷品密度發生什麼樣的變化,並且能在不觸碰墨斗輥墨層的條件下測量其厚度,我們設計出工作原理不同的兩種儀器:光電檢測儀器和電容檢測儀器。在我們實驗教學的印刷機上還裝有其它必要的設備,例如:墨層與水層厚度控制儀、濕粘性測試計、溫度計以及測速儀等。
我們發現,在單張紙膠印機和捲筒紙膠印機上,大部分密度變化都起
源於墨斗輥上的墨層變化,而墨斗輥上墨層的變化又都是因主要的工藝變數發生變化而引起的。主要的工藝變數有:墨斗輥轉動齒數,進水量,印刷速度,各種輥子的溫度,墨斗溫度和墨斗中的墨量。試驗用印刷品是用品紅色快乾油墨和黑色捲筒紙膠印油墨在各種等級的塗料紙上印製而成的。採用進墨量控制儀測量墨層厚度,但不觸碰墨斗輥。這種測量方法最主要的優點是控制進墨的時間常數小,以及測量結果不受進水量或紙張起毛的影響。
在大多數平版印刷機上,油墨都是從墨斗里被送進輸墨系統中。墨斗里有一墨斗輥和帶撓性的刀板。墨斗輥既可以連續轉動,也可以間歇轉動。墨斗輥轉動時,擠壓油墨使其從墨斗輥和墨刀片之間通過,從而在墨斗輥上形成墨層,然後通過傳墨輥將墨斗輥上的墨層輸送到勻墨系統中。調整墨斗螺絲,改變撓性墨刀對墨斗輥的間隙,便可以控制橫向進墨量。由於墨斗里有油墨,
產生一種靜壓力。又由於墨斗輥轉動,油墨的這種靜壓力與墨刀的彎曲應力相抗衡。這兩種力之間的平衡程度決定著墨刀的彎曲度,從而也決定著墨斗輥上的墨層厚度。當調整螺絲的位置保持固定時,彎曲應力保持不變,但油墨壓力卻因其它原因會有變化。 1.流體壓力隨著油墨粘性而變:粘性越高,壓力越大,墨斗輥上的墨層越厚。
2.在印刷過程中,油墨粘性主要受溫度變化的影響。墨斗中的溫度升高,墨斗輥上墨層變薄。
3.已經發現,墨斗中的流體壓力是墨斗輥的表面速度的線性函數,或者說與墨斗輥的分級能力成正比。這就是說,在間歇式轉動的墨鬥上形成的墨層厚度圖,其形狀與轉動速度圖相同。印刷機速度改變時,墨斗輥的速度也發生改變,從而使墨斗輥上的墨層厚度發生變化。
4.靜壓力與墨斗輥上的墨層厚度都依賴於墨斗中的油墨量。墨量越小,
這種依賴性越大。上面提到的各種因素都是在印刷過程中可在印刷機上變化的各種工藝變數。墨斗結構不同,印刷品密度也會有某種程度的變化。但本文並不涉及因墨斗方面的工藝參數變化所致的印刷品密度變化。
在解決如何控制平印過程中的進墨量這個問題時,最簡單的方法是在墨斗中控制上墨量。為此目的,有下述兩種可行的辦法:
(1)假如在傳墨輥之前以及在傳墨輥之後測量墨層厚度的話,那麼便可根據這兩種測量結果的差數計算出傳遞到勻墨系統以及傳遞到紙上的實際油墨量。
(2)假設被傳遞的墨量與墨斗輥上墨量之間的傳遞比例變化不大,那麼,只須測量墨刀帶出來的、墨斗輥上的墨層厚度便完全可以控制上墨量。
當墨層厚度控制系統需要形成閉合反饋環路的時候,上述兩項測量是重要的。例如:在捲筒紙膠印機上,調整墨刀和測量被調整的墨層厚度之間的延遲時間最多不超過印刷機的10轉。把測量點上墨層厚度完全調整好的時間可能會稍長一些。
在墨斗輥上,油墨的含水量很小。因此,水墨平衡對墨層厚度測量結果的影響也最小。如果墨斗中進入了一些水,則會使測量結果發生變化。
油墨到達墨輥上而又沒有發生輥隙分裂現象的唯一位置是在傳墨輥之前。分裂現象引起墨層表面凹凸不平,可能會使測量結果發生差異。這時應在勻墨系統中進行測量,即通過與勻墨系統中的一根墨輥相接觸的檢測輥進行測量。墨斗輥上墨層厚度是墨輥上5~10倍,因此,測量結果並不需要絕對準確。
當用木漿紙印刷時,墨輥逐漸被紙毛糊滿,這種現象的確是個大問題。但在墨斗輥上,這個問題並不重要。
另一方面,如果其它輥隙中的分裂常數改變,可能會引起勻墨系統的一根輥子上的測量結果改變,但不影響在墨斗輥上得到的測量結果。
墨斗輥
膠印機的輸墨裝置要求油墨的塗布要適應印刷品的需要,連續性和穩定性要好,既要符合圖紋能鋪展油墨,又要符合一定的均勻性,這就要求輸墨裝置:性能設計好;調節墨量方便、精度高。
①選擇質地優良的油墨,購買油墨認準一個好的油墨廠家進貨,不要今天買這家,明天買哪家,造成質量不穩定。
②充分發揮油墨攪拌器的作用。把油墨和調墨油、沖淡劑、亮光漿、燥油、撤粘劑等輔助材料,攪拌得更加均勻。
④調節好墨輥與墨輥,墨輥與印版滾筒之間的壓力。
實踐證明:要提高墨層的輾薄打勻程度,就必須加大所有勻墨輥的總面積。加大勻墨輥面積的途徑不是採取加大勻墨輥直徑的辦法,而是採取增加勻墨輥的數量方法來解決。
利用墨輥的軸向運動,來改善油墨在軸向上分佈不均勻狀況的墨輥,稱為竄墨輥。驅使竄墨輥沿軸向竄動的機構,被稱為竄墨機構。
由於墨斗的輸墨不可能分佈得完全均勻一致,而且圖文在印版軸向上的分佈也不可能均勻,所以在輸墨過程中,僅僅依靠勻墨輥的周向轉動傳墨是不夠的,必須要有竄墨輥的軸向竄動,才有可能把油墨在軸向進一步打勻,竄墨輥和勻墨輥之間的相對運動,產生了一種軸向滑動,這種軸向滑動就保證了油墨在墨輥軸向分佈的油墨的均勻性。
竄墨輥的作用:
①把勻墨輥,印版著墨輥帶動作旋轉運動,主要做徑向運動。
②竄墨輥沿著自己的軸向作軸向竄動,使油墨傳遞更均勻。
③它們繞著自己的軸心轉動。
④增加油墨的貯存係數,使油墨墨膜適應印刷要求。
墨斗輥
一般情況下,膠印機的著墨輥有3-5支,其作用就是為了達到給印版、圖v部分均勻適量的給墨。
著墨調節機構:起落機構、壓力調節機構。
要求著墨部分能夠均勻地將油墨的墨膜轉印到印版上,同時墨膜要薄。印刷品的質量優劣與著墨輥直徑的大小有關。著墨輥著墨時要減少前深后淡的問題。著墨輥的肖氏硬度(SH)為30°,著墨輥軟硬適宜,硬度高著墨輥勻墨不好,著墨輥軟了之後印版糊版,網點清晰,所以說,膠輥的硬度與印刷質量關係密切。
膠輥的壓力調節:
①竄墨輥和著墨輥的壓力相應小點,而著墨輥和印版的壓力要大點,把直絲縷紙0.1-0.2mm調試壓力,用紙放入墨輥中壓上用手拉,另外,也可以用厚度為0.15-0.20mm的鋼片來測量壓力。
②著墨輥與印版接觸時不能滑動,要求是滾動。因為滑動容易損壞印版,影響印版的耐印率。
調節墨輥時注意事項:
①安裝墨輥時要注意墨輥的直徑大小,必須對號入座,不要搞錯字,尤其是在安勻墨輥時,由於較多,比較容易搞錯。
②調節測試印版與著墨輥的壓力時,一般可用廢舊的印版來測試,不要用新印版來測試調節,以免划傷印版,造成不必要的浪費。
③調節勻墨輥與竄墨輥之間的接觸壓力時,要將墨輥清洗乾淨,注意墨輥是否平直、圓整,遇到有老化不同芯園的墨輥要及時更換。注意偏心軸承方向的對稱性,避免墨輥兩端壓力輕中間重的現象,測試墨輥與墨輥之間壓力時,可以多測幾處,中間、兩端多測幾個點,及時發現墨輥不平直、凹凸偏心方向不一致的弊端。
④印版內的襯墊紙張總厚度要符合標準,以免影響調試著墨輥與印版之間的壓力調試不準確,印版滾筒內的襯墊紙改變時應當考慮到印版與著墨輥之間的壓力問題。

基本信息
- 外文名
- ink fountain roller