軋制力
軋輥加於軋件使之塑性變形的力
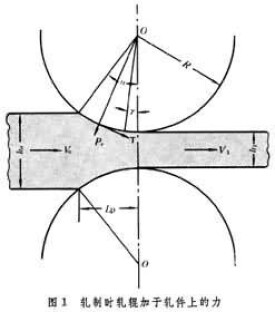
在軋制時軋輥加於軋件使之塑性變形的力。但通常把軋件作用於軋輥上並通過壓下螺絲傳遞給機架的力稱做軋制力,即是軋件加於軋輥的反作用力的垂直分量。軋制力在我國習慣稱做軋制壓力或軋制總壓力。
目錄
影響軋制力的因素 為了便於分析,可把影響因素分為兩類:①影響軋件材料在簡單應力狀態下變形抗力的因素,如化學成分、組織、軋制溫度和速度、加工硬化等;②影響變形的應力狀態的因素,如軋輥直徑、軋件尺寸、表面摩擦、外力(張力或推力)等。 由於影響軋制力的因素很多,而且在實際生產條件下各因素變動範圍較大,所以雖有多種方法計算軋制力,但仍未能取得滿意的結果。一般來說,確定軋制力的方法可以分為理論計算,用總結實驗值的經驗公式計算,以及實測法三種:
由於影響軋制力的因素很多,而且在實際生產條件下各因素變動範圍較大,所以雖有多種方法計算軋制力,但仍未能取得滿意的結果。一般來說,確定軋制力的方法可以分為理論計算,用總結實驗值的經驗公式計算,以及實測法三種:
軋制力
截面法中有代表性的是卡門(T.von Karman)方程(1925年提出)。此方程為在一定假設條件下於變形區取任意截面(圖2),根據力平衡條件導出
式中為加在微分體上的應力, 為軋輥加於軋件微分體上的單位垂直壓力,μ為軋輥與軋件間的摩擦係數;θ為微分體所在的角。再列入有關軋件的塑性變形條件、摩擦條件以及變形區的邊界條件等,即可求出沿接觸弧的單位壓力分佈,再求和即可得出軋制力P。由所採取求解的假定不同,就可得出種種不同的公式和計算方法。比較簡化實用的是由解上述方程而得到的采利科夫(Α.И.Целиκов)公式。其他還有奧羅萬(E.Orowan)方程,應用也較廣,它在應力分佈和條件等方面的假設與上述稍有不同,用此方程,布蘭德-福特(D.B.Bland-H.Ford)建立了用於冷軋的公式,西姆斯(R.B.Sims)建立了用於熱軋的公式。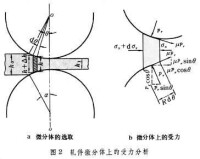 軋制力的理論計算公式均較複雜,又都對實際變化著的許多條件因素作不同的簡化,所以公式雖然很多,但應用範圍均受一定條件限制,精度也較差。
軋制力的理論計算公式均較複雜,又都對實際變化著的許多條件因素作不同的簡化,所以公式雖然很多,但應用範圍均受一定條件限制,精度也較差。
軋制力
軋制力的經驗公式 由於理論公式的上述缺點,實際中常應用一些經驗公式,如常用的計算熱軋碳鋼軋制力的埃克倫德(S.Ekelund)公式:
式中為變形抗力,
f為摩擦係數,;t為軋制溫度;v為軋輥圓周速度;為軋件平均寬度;為壓下量;R為軋輥半徑。
目前軋機上實測軋制力的技術有很大發展,軋機上的測力感測器通稱壓頭,常用的有電阻應變式和壓磁式兩種,隨著軋機自動控制的發展,它已成為現代軋機必備的檢測手段(見軋機彈性變形)。
參考書目
趙志業主編:《金屬塑性變形與軋制理論》,冶金工業出版社,北京,1980。