共找到3條詞條名為軋制的結果 展開
- 金屬加工工藝
- 橡膠、金屬加工中常用的手段
- 2003年創辦專業期刊
軋制
金屬加工工藝
軋制(zhá zhì ),金屬加工工藝。
軋件由摩擦力拉進旋轉軋輥之間,受到壓縮進行塑性變形的過程,通過軋制使金屬具有一定尺寸、形狀和性能。
軋制方式按軋件運動分有:縱軋、橫軋、斜軋。
縱軋過程就是金屬在兩個旋轉方向相反的軋輥之間通過,並在其間產生塑性變形的過程。
橫軋:軋件變形后運動方向與軋輥軸線方向一致。
斜軋:軋件作螺旋運動,軋件與軋輥軸線非特角。
根據金屬狀態分有:熱軋 冷軋。
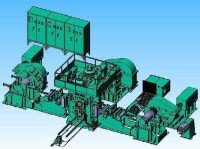
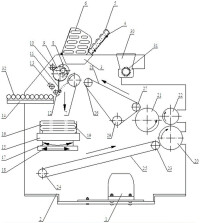
冷軋機器系統
產品特點
因為沒有經過退火處理,其硬度很高(HRB大於90),機械加工性能極差,只能進行簡單的有方向性的小於90度的折彎加工(垂直於卷取方向)。
冷軋是在常溫狀態下由熱軋板加工而成,雖然在加工過程因為軋制也會使鋼板升溫,儘管如此還是叫冷軋。經過連續冷變形而成的冷軋,機械性能比較差,硬度太高。必須經過退火才能恢復其機械性能,沒有退火的叫軋硬卷。軋硬卷一般是用來做無需折彎,拉伸的產品,1.0以下厚度軋硬的運氣好的兩邊或者四邊折彎。
可以破壞鋼錠的鑄造組織,細化鋼材的晶粒,並消除顯微組織的缺陷,從而使鋼材組織密實,力學性能得到改善。這種改善主要體現在沿軋制方向上,從而使鋼材在一定程度上不再是各向同性體;澆注時形成的氣泡、裂紋和疏鬆,也可在高溫和壓力作用下被焊合。

熱軋后的薄板

基本信息
- 中文名
- 軋制
- 拼音
- zhá zhì
- 分類
- 熱軋、冷軋