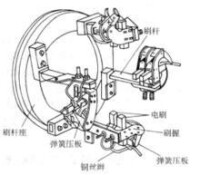
電刷裝置
直流電機的重要組成部分
電刷裝置是把電機轉動的導電部分。如整流子、滑環等的電路和固定部分連接起來的裝置。在直流電機中,電刷把轉動的電樞與外電路相連,使電流經電刷輸入電樞或從電樞輸出。同步電機中經過電刷和滑環向轉子線圈輸入勵磁電流。繞線式感應電動機也利用電刷在轉子迴路中接入電阻。電刷裝置由電刷、刷握、刷桿、刷桿座、匯流條等組成。電刷放在刷握的刷盒中,用彈簧壓緊在換向器上,保持一定的壓力。電刷常用石墨製品,所以也叫炭刷。
4-36
刷握按彈簧結構不同可分以下四種:
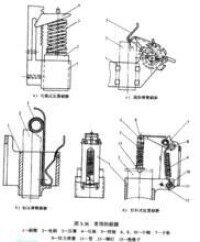
5-36
2.恆壓彈簧刷握在電刷運行磨損過程中,電刷所承受的壓力基本保持恆定(圖5-36b)。
3.渦形彈簧刷握(盤形彈簧),電刷上的壓力可以自動調整到所需的壓力(圖5-36c)。
4.槓桿式拉簧刷握在電刷磨損的範圍內,靠槓桿的作用,使拉簧的長度變化不大,電刷上壓力處於所需範圍內(圖5-36d)。

圖7-35—7-37
(2)放入電刷,軸線應與集電環外圓工作面垂直(包括徑向和軸向),同一相的各電刷應處在一條圓周線上,若有軸向偏離,則調整定位螺母在刷架安裝螺桿上的前後位置。
(3)各部分緊固螺釘不應有鬆動現象,電刷應在電刷盒內活動自由但不晃動,與集電環接觸良好。
(1)電刷在電刷盒內不能過松或過緊,電刷盒離集電環表面距離應適當,所受壓力應符合規定。差距較大時,在運行中會造成集電環上火花大、電刷或集電環過快磨損等不正常現象。
常用電機電刷與電刷盒之間的合理間隙見圖7.37,過大則會造成電刷較大的擺動,使其與集電環表面接觸不穩定而產生火花;若過小,則電刷上下移動不靈活,同樣也會因接觸不穩定而產生火花。
(2)單個電刷電流密度較大。對一個集電環上放置多個電刷的,若其中某些電刷與集電環接觸不實,則其他接觸較好的電刷就會因分擔較多的電流而發熱。
(3)電刷與集電環接觸面積小於電刷截面的75%。此時除會產生火花外,還會造成電刷過熱。可用00號砂布來回拉動,如圖7—37c所示,將電刷磨成需要的接觸面。更好更快的方法是用砂布將集電環包裹一周(對頭處有一些重疊)后,用一個自製的搖把搖動轉軸,帶動集電環轉動,研磨電刷與集電環接觸面。

圖2-88—2-91
電刷架在電機上的位置如圖2-89所示。電刷架上有電刷盒,其外形如圖2-90所示。其作用是將電刷固定在應有位置上,但又要保證電刷在刷盒中能自由活動,配合間隙既不能太大又不能太小。若配合間隙太大,電機運轉時電刷可能在換向器表面產生傾斜和跳動,從而影響換向。若配合間隙太小,當電刷在負載下發熱膨脹時可能卡死。
電刷彈簧的作用是施予電刷一定的壓力,以保證電刷與換向器在電機運轉時始終有良好的接觸。屯刷彈簧在電機上的位置如圖2-91所示。施予電刷的單位面積壓力增大,電刷與換向器的接觸電阻就減小,則電損耗減小,但摩擦損耗增大。總損耗呈馬鞍形變化,而在總損耗最小時的單位壓力下,電刷的磨損率瞧最小。所以,選擇施予電刷的壓力時,應考察電機運轉中總損耗和電刷磨損最小時相應的單位壓力,對於金屬石墨電刷,這個壓力一般為1.5~2.5N/cm 。在確定初始壓力時,應考慮電刷在磨損過程中縮短時彈簧因伸長其壓力會減小的因素。施予電刷的單位壓力減小到低於某一極限時,電刷與換向器之間的接觸就開始不穩定,容易出現機械性火花,這時就應該更換電刷了。
(1)在使用過程中,電刷會逐漸磨損,當電刷的長度小於規定的磨損極限(新電刷長度的2/3)時,應更換電刷。
(2)沿電刷的中心線方向,電刷彈簧對電刷的壓緊力稱為電刷彈簧的彈力。彈力過小會影響電刷與換向器的緊密接觸,彈力過大會加速電刷與換向器的磨損。電刷彈簧的彈力應符合電機製造廠的規定(一般為5~10N)。
(3)引起電刷彈簧彈力改變的主要因素是電刷彈簧變形、折斷及電刷磨損等。當電刷彈簧變形時,應予以矯正。電刷嚴重磨損,即長度小於規定的磨損極限時應予以更換。
(4)電刷裝在刷盒中應能自由滑動,無卡滯現象。新研磨的電刷應在電機輕負荷下磨合1h后再轉人大負荷工作。

基本信息
- 外文名
- brush set