工具磨床
刃磨各種中小型工具的機械
工具磨床精度高、剛性好、經濟實用,特別適用於刃磨各種中小型工具,如鉸刀、絲錐、麻花鑽頭、擴孔鑽頭、各種銑刀、銑刀頭、插齒刀。以相應的附具配合,可以磨外圓、內圓和平面,還可以磨製樣板、模具。採用金剛石砂輪可以刃磨各種硬質合金刀具。
工具磨床是金屬切削加工必要的輔助設備,用來刃磨各種金屬切削刀具。由於金屬切削加工工藝不斷改進,金屬切削機床隨之不斷革新,這就需要新的切削刀具,而對刀具的刃磨也不斷提出新的要求。
工具磨床製造業的歷史,在機床行業中甚為年輕。在磨床生產的一百多年的歷史中,過去對工具磨床的生產一直不夠重視,第一台萬能工具磨床於1889年首先由美國辛辛那提公司製成,隨後,美國諾頓公司於1890年試製成功了萬能工具磨床,但當時都是採用齒輪皮帶傳動,結構簡單,效率很低。在近三十年來,隨著工業的發展和科學技術的進步,才綻工具磨床的生產有了較快的發展,不但出現了半自動、全自動工具磨床,而且數控工具磨床也開始應用。
工具磨床是專門用於工具製造和刀具刃磨的磨床,有萬能工具磨床、鑽頭刃磨床、拉刀刃磨床、工具曲線磨床等,多用於工具製造廠和機械製造廠的工具車間。
MQ6025A型萬能丁具磨床是性能比較優良的改進型T具磨床。它裝上附件后,除可以刃磨絞刀、銑刀、斜槽滾刀、拉刀、插齒刀等常用刀具和各種特殊刀具以外還能磨削外圓、內網平面以及樣板等,加工範圍比較廣泛。
1、床身
床身是一個箱形整體結構的鑄件,其上部前面有一組縱向V形導軌和平導軌;在後面有一組橫向的V形導軌和平導軌。縱嚮導軌裝有工作台.橫嚮導軌上裝有橫向拖板,床身左側門及後門內裝有電氣元件等。

萬能工具磨床
工作台分上工作台和下工作台兩部分,下工作台裝在床身縱嚮導軌上,導軌上裝有圓柱滾針,使工作台能輕便、均勻地快速移動。工作台前後運動可有4個手輪操作,便於在不同位置操縱工作台進行磨削。
3、橫向拖板
橫向拖板裝在床身橫嚮導軌上,導軌之間有圓柱滾針。橫向傳動由手輪通過梯形螺桿和螺母傳動。手輪轉1圈為3mm,1小格為0.01mm。由於手輪裝在同一根絲桿上,因此站在機床前面和後面均可進行操作。在橫向拖板上裝有磨頭架及升降機構,搖動手輪,磨頭架做橫向進給。
4、磨頭及升降機構
磨頭電動機採用標準型A1-7132電動機。零件套裝而成,機殼與磨具殼體鑄成一個整體;電動機定子有內壓裝改成外壓裝,採用微型三角皮帶帶動磨頭主軸轉動。磨頭主軸兩端錐體均可安裝砂輪進行磨削。轉速為4200轉/分、5600轉/分兩擋。磨頭電動機可根據磨削需要,作正反向運轉,由操縱板轉向選擇開關控制。磨頭的升降機構採用圓柱形導軌,由斜鍵導向。磨頭升降分手動和機動兩種。手動時。轉動手輪,通過渦輪副減速及一對正齒輪升速,通過螺母、絲桿使導軌上升或下降。機動時,按升降電鈕(操縱板上的機動按鈕),電動機啟動,通過一齒差減速,經結合子連接絲桿,經螺母使導軌升或降。
1、左、右頂尖座:左、右頂尖座主要用來裝夾帶有中心孔的刀具以及需要用中心軸裝夾的刀具。
2、萬能夾頭:萬能夾頭主要用來裝夾端銑刀、立銑刀、三面刃盤形銑刀、角度銑刀等,用以刃磨其端面齒或錐面齒。
3、萬能齒拖架:萬能齒拖架的作用是使刀具的刀齒相對於砂輪處於正確的位置,以磨出需要的幾何角度。
齒托片的形狀很多。可根據實際需要自行製作,以供刃磨各種刀具時選用。
1、工作台的操縱和調整
①操作者站立位置的選擇。萬能工具磨床在進行內、外圓磨削時,由於工作台操縱手柄在機床前面右側,因此操作者應站在機床前面,這樣便於操作和觀察。在進行刀具刃磨時,由於磨削形式不同,為了便於操作和觀察,操作者一般站在機床工作台後面左側或右側。
②操縱手柄的選擇和操縱方法。根據磨削形式選擇操縱手柄。磨內、外圓時,操縱手輪,
工作台慢速均勻移動。刃磨刀具,操縱手輪,工作台快速移動。
③工作台行程距離的調整。由於工作台是採用圓柱滾針導軌,操縱時稍不注意就會使行程過頭。在磨削時為了控制行程,可用擋鐵來限位。擋鐵使用方法與外圓磨床擋鐵使用方法基本相同。
2、磨頭位置的調整
在進行刀具刃磨時,磨頭按順時針方向旋轉90°,使磨頭主軸軸線垂直於工作台軸線。
3、砂輪法蘭盤或接長軸在磨頭主軸上的裝拆
①把砂輪裝在法蘭盤上,用專用扳手將螺母擰緊。
②把法蘭盤連同砂輪一起套人磨頭主軸上。
③插入鎖緊銷,使磨頭主軸鎖緊。
④旋上內六角螺釘,用內六角扳手擰緊。
⑤裝上防護罩殼,撥出鎖緊銷.砂輪安裝完畢。
調換法蘭盤時。須將磨頭主軸鎖緊;然後將法蘭盤內六角螺釘卸下。旋上拆卸扳手,將法蘭盤從磨頭主軸上頂出。
工具磨床加工錐度銑刀一般是在分度夾具中進行,加長、特形刀具需要在兩頂尖中加工。磨床工作台縱向不能搬角度,改進工裝后兩頂尖縱向任意搬角度,方便了錐度刀具和工件加工。
1.由於工具磨床設計工作台縱向不能轉角,在機床移動工作檯面安裝一彎板固定板,用來固定可轉角度彎板,實現工件轉角度加工。
2.可轉角度彎板工作面銑T形槽,裝前後頂尖座。90°立面鏜孔、通過定位軸螺母鎖緊在固定板立面上。
3.由於工裝安裝在固定板,可縱向搬角度、在兩頂尖中加工錐度刀具,整個工裝還可通過固定板兩個T形槽螺栓調整前後位置。
4.轉角度彎板和彎板固定板用鑄鐵板加工,其他緊固件用40Cr調質處理加工。前後頂尖座要加工為輕便型,方便上下調整。
轉角度彎板4上面加工有T形槽,裝前、后頂尖座2,通過T形槽螺栓3和定位鍵11定位鎖緊,彎板固定板6通過兩T形槽螺栓7固定於機床工作檯面,側面裝彎板定位軸5,轉角度彎板4裝入彎板定位軸5可旋轉調整角度,用緊固螺母9鎖緊。件10為工件支板,固定於轉角度彎板立面,用來支承刀具齒面加工。(如下圖)
解決了錐度工件在兩頂尖中加工難點,為刀具精加工增添了新工具。工裝簡單、輕便、調整裝卸方便,擴大了機床加工範圍。
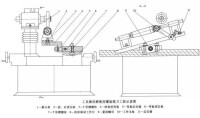
工具磨床磨錐度螺旋銑刀工裝示意圖
工作台左右行程:280mm
工作台前後行程:150mm
工作檯面積: 130mmx520mm
砂輪頭升降距離:250mm
砂輪頭旋轉角度:360°
砂輪尺寸:125 x 50 x 32mm
砂輪轉速:3,600 RPM
馬達壓力、馬力:3/4P,220V/380V
凈重/毛重:150kgs/160kgs
包裝尺寸:690x 700 x 800mm
1、電源開關
2、縱向移動手輪
3、橫向移動手輪
4、工作台縱向行程調整左限位塊
5、工件主軸垂直面內角度調整鎖緊手柄
6、分度板
7、主軸迴轉鎖緊手柄
8、撞塊
9、工件心軸
10、磨頭升降調整手輪
11、砂輪罩固定螺母
12、彈性支架
13、車刀夾持器
14、工作台迴轉手柄
15、工作台縱向行程調整右限位塊
16、工作台橫向移動鎖緊手柄
2、擺好角度,將銑刀套筒略微擺4°(銑刀底面斜角在2°~6°之間)。
3、開始修磨底面,比如說銑刀,將銑刀對準砂輪,完成對刀步驟后然後修磨銑刀的底面斜角,修磨完一個刃然後更換另外一個刃口依次修磨。
4、修磨銑刀中心逃隙角,將套筒擺到10°左右,依次修磨各個銑刀刃的中心逃隙角。
5、依次修磨銑刀第二間隙角
6、修磨銑刀側刃,用頂尖頂住銑刀螺旋槽,對準砂輪,推動套筒修磨銑刀螺旋側刃。
按照以上所述萬能工具磨床修磨立銑刀方法操作,就能讓您的銑刀依舊變新,解決銑刀修磨難題。
1、安全預防措施應讓持有電工操作證的專業人員進行電器安裝或維修。
2、開機前檢查電機銘牌上的電壓和頻率是否和電源一致。
3、機床電源插頭、插座上的各觸腳應緊固可靠,無鬆動或不接觸現象。
4、不要濫用電線,不要用力猛拉插座上的電源線,電線應遠離高溫、油膩、尖銳邊緣的地方。
5、當發生故障或有不正常聲響應立即拔插頭,關上機床主軸箱左側面的按鈕開關,然後進行檢查修理。
6、不要讓機床在無人情況下運轉,一定要在關機后,停止運轉才能離開。外界切斷電源,應按紅色按鈕,否則機床會在無人情況下來電運轉。
7、保持工作場地的乾淨整潔,不要在潮濕、雜亂、微弱光線。易燃易爆的地方使用機床。讓兒童或參觀者遠離機床,避免各種不安全因素髮生。
8、機床不能超過最大切削能力,避免各種不安全因素髮生。
9、穿戴適當,不要穿寬鬆衣服或戴手飾、手套,長發應用髮夾固定再戴上帽子,防上被機器捲入的危險。
10、工作時工件應緊固可靠,切勿手持工件,這樣雙手可用來操縱機器。
11、保持導軌面的清潔,不要讓砂粒、灰塵進入免損壞導軌。
12、不要在你疲勞或服用酒精、麻醉劑的情況下,再操縱機器。
13、當機床的零件,附件損壞,請不要任意代用,應採用相同性能的對應零配件,如採用本單位的則最佳。
1、如購買產品后未能在一個月內使用者,請定期做防鏽處理,隨著地區濕度的差異,其防鏽處理時間亦需有所調整。
2、請定期一個月檢查運行狀況,如絲桿表面被灰塵和金屬粉塵污染了,請先用煤油清洗后再加註潤滑油。
3、滾珠絲桿必須隨時保有潤滑油,如未加註潤滑油而導致產品生鏽或損壞,我們將無法列為無償保修項目
