電主軸
一套組件
電主軸,外文名hvct,是在數控機床領域出現的將機床主軸與主軸電機融為一體的新技術。主軸是一套組件,它包括電主軸本身及其附件:電主軸、高頻變頻裝置、油霧潤滑器、冷卻裝置、內置編碼器、換刀裝置等。這種主軸電動機與機床主軸“合二為一”的傳動結構形式,使主軸部件從機床的傳動系統和整體結構中相對獨立出來,因此可做成“主軸單元”,俗稱“電主軸”(ElectricSpindle,Motor Spindle),特性為高轉速、高精度、低噪音、內圈帶鎖口的結構更適合噴霧潤滑。

電主軸
隨著電氣傳動技術(變頻調速技術、電動機矢量控制技術等)的迅速發展和日趨完善,高速數控機床主傳動系統的機械結構已得到極大的簡化,基本上取消了帶輪傳動和齒輪傳動。機床主軸由內裝式電動機直接驅動,從而把機床主傳動鏈的長度縮短為零,實現了機床的“零傳動”。,這種“主軸單元”主軸電動機與機床主軸“合二為一”的傳動結構形式使主軸部件從機床的傳動系統和整體結構中相對獨立出來,又稱“電主軸”(ElectricSpindle,Motor Spindle)。由於當前電主軸主要採用的是交流高頻電動機,故也稱為“高頻主軸”(High FrequencySpindle)。由於沒有中間傳動環節,有時又稱它為“直接傳動主軸”(Direct Drive Spindle)。
電主軸由無外殼電機、主軸、軸承、主軸單元殼體、驅動模塊和冷卻裝置等組成。電機的轉子採用壓配方法與主軸做成一體,主軸則由前後軸承支承。電機的定子通過冷卻套安裝於主軸單元的殼體中。主軸的變速由主軸驅動模塊控制,而主軸單元內的溫升由冷卻裝置限制。在主軸的後端裝有測速、測角位移感測器,前端的內錐孔和端面用於安裝刀具。
由於電主軸將電機集成於主軸單元中,且轉速很高,運轉時會產生大量熱量,引起電主軸溫升,使電主軸的熱態特性和動態特性變差,從而影響電主軸的正常工作。因此,必須採取一定措施控制電主軸的溫度,使其恆定在一定值內。機床一般採取強制循環油冷卻的方式對電主軸的定子及主軸軸承進行冷卻,即將經過油冷卻裝置的冷卻油強制性地在主軸定子外和主軸軸承外循環,帶走主軸高速旋轉產生的熱量。機床另外,為了減少主軸軸承的發熱,還必須對主軸軸承進行合理的潤滑。
電主軸的電動機均採用交流非同步感應電動機,由於是用在高速加工機床上,啟動時要從靜止迅速升速至每分鐘數萬轉乃至數十萬轉,啟動轉矩大,因而啟動電流要超出普通電機額定電流5~7倍。其驅動方式有變頻器驅動和矢量控制驅動器驅動兩種。變頻器的驅動控制特性為恆轉矩驅動,輸出功率與轉矩成正比。機床最新的變頻器採用先進的晶體管技術,可實現主軸的無級變速。機床矢量控制驅動器的驅動控制為在低速端為恆轉矩驅動,在中、高速端為恆功率驅動

電主軸
高轉速、高精度、低噪音、內圈帶鎖口的結構更適合噴霧潤滑。
主要用途
數控機床 ●機電設備
微型電機 ●壓力轉子
高速軸承技術
電主軸通常採用動靜壓軸承、複合陶瓷軸承或電磁懸浮軸承。
動靜壓軸承具有很高的剛度和阻尼,能大幅度提高加工效率、加工質量、延長刀具壽命、降低加工成本,這種軸承壽命多半無限長。
複合陶瓷軸承在電主軸單元中應用較多,這種軸承滾動體使用熱壓Si3N4陶瓷球,軸承套圈仍為鋼圈,標準化程度高,對機床結構改動小,易於維護。
電磁懸浮軸承高速性能好,精度高,容易實現診斷和在線監控,但是由於電磁測控系統複雜,這種軸承價格十分昂貴,而且長期居高不下,沒有得到廣泛應用。
高速電機技術
電主軸是電動機與主軸融合在一起的產物,電動機的轉子即為主軸的旋轉部分,理論上可以把電主軸看作一台高速電動機。關鍵技術是高速度下的動平衡;
結構說明及油氣潤滑

電主軸的基本構成
①主軸誤差 主要包括主軸支承軸頸的圓度誤差、同軸度誤差(使主軸軸心線發生偏斜)和主軸軸頸軸向承載面與軸線的垂直度誤差(影響主軸軸向竄動量)
② 軸承誤差
軸承誤差包括滑動軸承內孔或滾動軸承滾道的圓度誤差,滑動軸承內孔或滾動軸承滾道的波度,滾動軸承滾子的形狀與尺寸誤差,軸承定位端面與軸心線垂直度誤差,軸承端面之間的平行度誤差,軸承間隙以及切削中的受力變形等。
③ 主軸系統的徑向不等剛度及熱變形
從以上可以看出影響電主軸迴轉精度的主要原因就是軸承磨損,軸及接觸面磨損。為了保證我們的電主軸能在保證精度的情況下正常工作,我們就要儘可能的降低軸承相關部位的磨損率,而降低磨損的主要方式就是潤滑,對軸承進行潤滑處理,保證良好的潤滑及冷卻效果。因此選擇合理正確的潤滑方式是保證電主軸正常工作的重要條件。
油氣潤滑裝置使用在電主軸上面被普遍認可,俗稱“電主軸油氣潤滑裝置”。電主軸油氣潤滑裝置通俗的解釋就是,油跟隨氣體的流動而往前運動。氣體在運動過程中,會帶動附著在管壁上面的少量油滴進入到兩邊的傳動軸承,噴灑到摩擦面上的是帶有油滴的油氣混合體。這種潤滑裝置不僅經濟、環保、快速、高效,更重要的是油滴適中,不會造成因油量過多軸承無法散熱,也不會造成因油量過多,軸承在高速旋轉過程中產生背壓,避免了電主軸負載增加,更不會產生竄動現象。
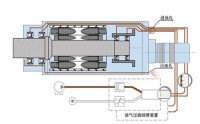
油氣潤滑系統示意圖
為了儘快給高速運行的電主軸散熱,通常對電主軸的外壁通以循環冷卻劑,冷卻裝置的作用是保持冷卻劑的溫度。
內置脈衝編碼器
為了實現自動換刀以及剛性攻螺紋,電主軸內置一脈衝編碼器,以實現準確的相角控制以及與進給的配合。
自動換刀裝置
為了應用於加工中心,電主軸配備了自動換刀裝置,包括碟形簧、拉刀油缸等;
高速刀具的裝卡方式
廣為熟悉的BT、ISO刀具,已被實踐證明不適合於高速加工。這種情況下出現了HSK、SKI等高速刀具。
高頻變頻裝置
要實現電主軸每分鐘幾萬甚至十幾萬轉的轉速,必須用一高頻變頻裝置來驅動電主軸的內置高速電動機,變頻器的輸出頻率必須達到上千或幾千赫茲。
在數控機床中,電主軸通常採用變頻調速方法。主要有普通變頻驅動和控制、矢量控制驅動器的驅動和控制以及直接轉矩控制三種控制方式。
普通變頻為標量驅動和控制,其驅動控制特性為恆轉矩驅動,輸出功率和轉速成正比。普通變頻控制的動態性能不夠理想,在低速時控制性能不佳,輸出功率不夠穩定,也不具備C軸功能。但價格便宜、結構簡單,一般用於磨床和普通的高速銑床等。
矢量控制技術模仿直流電動機的控制,以轉子磁場定向,用矢量變換的方法來實現驅動和控制,具有良好的動態性能。矢量控制驅動器在剛啟動時具有很大的轉矩值,加之電主軸本身結構簡單,慣性很小,故啟動加速度大,可以實現啟動后瞬時達到允許極限速度。這種驅動器又有開環和閉環兩種,後者可以實現位置和速度的反饋,不僅具有更好的動態性能,還可以實現C軸功能;而前者動態性能稍差,也不具備C軸功能,但價格較為便宜。
直接轉矩控制是繼矢量控制技術之後發展起來的又一種新型的高性能交流調速技術,其控制思想新穎,系統結構簡潔明了,更適合於高速電主軸的驅動,更能滿足高速電主軸高轉速、寬調速範圍、高速瞬間准停的動態特性和靜態特性的要求,已成為交流傳動領域的一個熱點技術。
(1)操作員在每天工作完后要使用吸塵器清理電主軸的轉子端和電機接線端子上的廢屑,防止廢屑在轉子端和接線端子上堆積,以此避免廢屑進入軸承,加速高速軸承的磨損;避免廢屑進入接線端子,造成電機短路燒毀。
(2)每次對電主軸更換刀具時,操作員必須要將壓帽卡頭擰下,不能使用直接插拔刀具的方法換刀!
操作員要養成一個習慣,在卸刀后要將卡頭和壓帽清理乾淨。
(3)每天開機后操作員必須檢查電主軸的冷卻水流的工作狀態,要檢查水泵是否正常工作,要檢查冷卻水是否被水垢、微生物污染,要檢查管路狀態是否正常,必須要保證冷卻水正常循環!嚴禁在電主軸內無冷卻水通過的情況下開啟電主軸!只有在正常冷卻的前提下電主軸才能處於良好的工作狀態。如果水管有死彎造成水流不暢或有污垢堵塞管道,就會造成電主軸無法正常工作,並會影響加工效果。

電主軸

基本信息
- 中文名
- 電主軸
- 外文名
- hvct
- 用途
- 數控機床 微型電機
- 特性
- 高轉速,低噪音