大齒輪
大齒輪
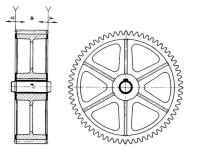
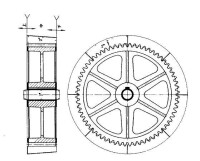
通常所說的大齒輪和小齒輪,都是從表面上去衡量的。首先是從齒輪的尺寸大小來看,在尺寸上最明顯的就是其直徑大小,正確地說應該是指其齒頂圓直徑的大小。齒頂圓直徑相對越大的齒輪稱為大齒輪。
絕大多數的齒輪都是用銑床、滾床切削製成的。但在有些精度要求不高的機器上,往往採用鑄齒齒輪,因為鑄齒比銑齒和滾齒的耐磨性好,而且成本低。鑄齒大齒輪的形狀和鑄造工藝,如下圖所示,按照翻鑄數量的多少,可採用幾種不同的造型方法,現分別介紹如下。
鑄齒大齒輪
在澆鑄數量較少的情況下,可採用車板造型,其結構和方法如下圖所示。以齒輪的外徑D的大小為基準(如圖a),用木板四方嵌接做成鐵芯車板作為外模,另外再做成上下箱的內模鐵芯車板(圖b、c),中間的軸孔芯頭2用車床車出,但在中間要車出比鐵芯軸大一點的圓孔。按照齒輪的圓周等分分成若干段,以一段做好弧形板(圖d),釘上若干齒條6。它的輪輻檔分上下箱做出,上箱筋3拆活動,下箱筋和輪輻檔1則做好丁字形,圓角不要做出。量棒4上的最大尺寸D,即為齒輪的最大外徑,為齒輪的內徑。在造型起模時,容易碰壞牙齒的砂模,因此要增加3~5根修補齒形的修補齒條7。
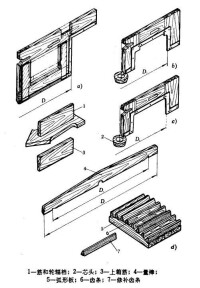
車板造型
鑄造方法
鑄造工藝示意圖
大齒輪常製成兩瓣,用螺栓牢固聯接,以便於運輸、安裝和更換。
大齒輪一般安裝在窯中或靠近窯尾。這是為了減小筒體的扭矩,減小筒體對傳動裝置的熱作用,以及減小兩端粉塵的浸襲。大齒輪距輪帶的合適距離約3米,因靠近輪帶筒體不易彎曲,容易保證大小齒輪的正確嚙合,距離過小則不便於安裝和檢修。
大齒輪在筒體上的安裝方式有三種:切向與縱向彈簧板安裝,以及與筒體剛性連接。
如下圖所示,一般是用條厚毫米的彈性鋼板,一端鉚接在筒體的切線方向上,另一端用螺釘固定在齒輪的突緣上,相互之間並成等距離布置。這種安裝的優點是具有一定彈性,有利於窯襯的耐久性和大小齒輪的嚙合質量。其缺點是安裝較困難,當大齒輪輪齒一面磨損后不能調面使用,由於齒輪內面具有突緣不便於製造,隨著窯體直徑的增大,更顯得突出。故一般常用在中小型的窯上。
為了克服上述的一些缺點,在結構上作了如下的改進,見下圖所示。彈簧板與大齒輪的聯接用直徑20~30毫米銷釘。
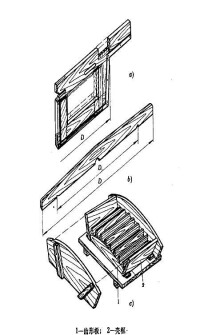
縱向彈簧板安裝如下圖所示。大齒輪用螺栓固定在平行窯體軸線的帶有圓弧的塊彈簧板上,彈簧板和數塊鋼板組成的高墊,一起用鉚釘固定在筒體上,高墊之間的距離為米。
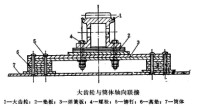
大齒輪與筒體軸向聯接
大齒輪通過法蘭聯接在筒體上,如下圖所示。此種結構使大齒輪製造、安裝方便,但由於是剛性聯接,因而也就失去上述彈性聯接的優點。所以,一般在小型老窯上還可見到。
安裝時一定要保證大齒輪與筒體達到良好對中,小齒輪軸精確地平行於筒體中心線,靠近大齒輪處的托輪安裝高度要很精確,應符合設計的要求。否則,將破壞大小齒輪嚙合的均勻性與連續性,引起振動。造成傳動裝置各零件的過早損壞,極易引起窯內火磚的脫落,降低窯的運轉率。
對大齒輪維護良好時,可以使用年。
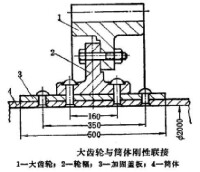
大齒輪與筒體剛性聯接

基本信息
- 中文名
- 大齒輪
- 外文名
- Large gear
- 運用領域
- 機械傳動
- 材質
- 金屬
- 學科
- 機械原理
- 特點
- 齒頂圓直徑大