鈹材
含有彌散氧化鈹質點的合金材料
用工業純鈹經粉末冶金和塑性加工工藝生產鈹材和鈹合金材。金屬鈹和含鈹的合金的生產始於20世紀20年代。第二次世界大戰期間,由於製作核反應堆的需要,鈹工業得到很大的發展。從60年代中期起,鈹在航天事業中得到應用。鈹材的研究在40年代主要解決了鈹的鑄造和擠壓工藝問題;1947年形成了以粉末冶金為主的流程;70年代初,掌握了微合金化的機理,並應用了衝擊研磨、電解精鍊、熱等靜壓以及粉末預處理等工藝,從而使鈹材的力學性能,得到明顯的改善(伸長率由1%上升到3~4%)。中國的鈹材研製始於1958年,70年代研製成功高通量試驗反應堆用的鈹組件和各種鈹材。
目錄
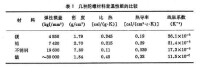
鈹的中子散射截面大,吸收截面小,適於作核反應堆和核武器的反射層和慢化劑,是試驗堆及航天、潛艇等動力堆反射層的主選材質。鈹還可用作中子源和用於製造核物理、核醫學研究中的核靶、X光管和閃爍計數器探頭等。鈹單晶可以作中子單色器。因金屬鈹的彈性模量與密度之比(即比剛度)在金屬中最高(表1),而且比強度和微屈服強度也高,所以可製作各種飛行器的零件。鈹的另一重要用途是製造各種高級儀錶部件,最具代表性的是慣性導航系統用的鈹陀螺儀。鈹有劇毒,塑性低,加工製作困難,使它的應用大受限制。鈹可作為合金元素,含鈹0.4~2.7%的鈹銅為時效硬化合金最典型的例子。鈹銅的用鈹量約為鈹總消耗量的70%。
鈹材
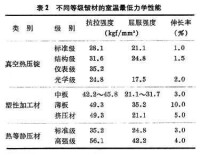
鈹材製備 鈹鑄錠晶粒粗大,力學性能很差(抗拉強度為 2~15公斤力/毫米,伸長率近於零),除在要求高純度的場合應用鑄錠及其加工產品外,鈹材多以粉末冶金工藝製備。工業用鈹大部分是以鎂還原生產的鈹珠為原料,通過控制雜質含量、晶粒度以及熱處理和成型工藝來獲得不同性能的產品。不同等級鈹材的性能見表2。1970年後,用電解法生產的高純鱗片狀鈹,用於製作高強度、高塑性的結構材料。
鈹材
鈹粉固結成形的方法主要有:①真空熱壓法,是生產鈹製件以及擠壓坯料和交叉軋制板坯的主要方法。常用石墨模具,真空度為0.5托,溫度為1000~1100℃,壓力在200公斤力/厘米以內。工業生產的熱壓錠直徑可達1800毫米,重量可達5噸左右。②熱等靜壓法,首先應用於鈹粉成形,是固結高純鈹粉使之達到接近理論密度的有效方法。這種工藝生產的鈹材強度高,塑性好,具有各向同性。這種工藝可直接製成接近產品最終尺寸的坯料,從而降低成本。有些以高純鈹粉為原料,用熱等靜壓方法製成的材料加熱至1260℃,晶粒仍不明顯長大。常用的熱等靜壓工藝參數為:溫度1060~1095℃,壓力1000公斤力/厘米。③冷等靜壓-真空燒結法,冷等靜壓是鈹粉預成形的常用手段。高於3100公斤力/厘米的壓力下所成形的坯料可以承受中間切削加工。經冷等靜壓和切削加工后的坯料進行真空燒結。在1200~1245℃下燒結成的坯料,相對密度可達97~99%,強度接近標準級熱壓鈹材。此法可以製取形狀比較複雜、各向同性好的產品。④冷等靜壓-熱等靜壓法,冷等靜壓坯料的脫氣和包套封焊的質量對熱等靜壓工藝的效果影響很大。已可壓制壁厚小於2.5毫米的錐體和直徑410×1020毫米的製品。⑤冷等靜壓-真空熱壓法,適用於生產長徑比大、形狀不複雜的產品,也適用於氧含量高的細鈹粉的固結成形。
塑性加工 鈹性脆,仍可用塑性加工手段將用粉末冶金法製成的坯料加工成棒材、管材、箔材、絲材、鍛件和各種型材。鈹在400℃和800℃左右有兩個塑性峰值區,分別定為溫加工區和熱加工區。大變形量的操作宜在熱加工區進行,以減少變形抗力。為防止鈹材氧化,改善加工件的應力分佈狀況和保護環境,熱加工時應將鈹坯封焊在軟鋼包套中。鈹板是鈹材的主要形式,可以製備0.025×51×51毫米到0.5×1220×4572毫米的各種規格。交叉軋制工藝可以保證產品性能的穩定。包套坯料在 780~800℃進行熱軋;厚度小於1毫米的板材,多在330~540℃進行溫軋,然後再冷軋加工。厚度小於7.5微米的箔材一般用真空蒸著工藝製備。鈹的熱擠壓溫度為885~1060℃,根據對材料的性能要求,擠壓比可在12:1到40:1之間選擇。實際生產的鈹擠壓材的直徑可達 127毫米。鍛造加工可顯著提高鈹材的強度、塑性和疲勞壽命。儀錶級鈹材鍛造后強度和伸長率分別由40公斤力/毫米和1%提高到70公斤力/毫米和15%。介於軋制和鍛造之間的環軋是製取無縫薄壁圓筒或圓環的方法。鈹絲的拉制工藝也已成熟,可以製備直徑0.025毫米以上的各種鈹絲。
切削加工 鈹對缺口敏感,各種鈹的結構件(包括力學性能試樣)在切削加工后,均需化學銑削處理,以除掉厚約 0.1毫米的損傷層。對要求尺寸穩定的精密部件,如鈹陀螺和鈹境,還需進行消除應力的退火和冷熱循環處理以使組織穩定。常規的金屬切削方法均可用於鈹,也可採用電火花切割,電化銑削和化學銑削。
連接 熔焊不適用於粉末冶金鈹製件。鑄錠軋制的板材可用電子束焊接。形狀複雜的鈹組合件,可用釺焊、粘結和機械連接等方法。鈹材很少使用擴散粘結和電阻焊。
參考書目
H.H.Hausner ed., Beryllium,Its Metallurgy andProperties, University of California Press,Berkeley, 1965.
D.Webster, D.N.Floyd et al., Beryllium Science and Technology, Vol.I &Ⅱ,Plenum, New York, 1980.
基本信息
- 特點
- 塑性加工 鈹性脆