仰焊
焊接位置處於水平下方的焊接
仰焊就是焊接中,焊接位置處於水平下方的焊接。仰焊是四種基本焊接位置中最困難的一種焊接。由於熔池位置在焊件下面,焊條熔滴金屬的重力會阻礙熔滴過度,熔池金屬也受自身重力作用下墜,熔池體積越大溫度越高,則熔池表面漲力越小,故仰焊時焊縫背面容易產生凹陷,正面焊道出現焊瘤,焊道形成困難。
仰焊是消耗體力最大,難度最高的一種特殊位置焊接方法,如下圖所示。
1、仰焊時熔池倒懸在焊件下面,焊縫成形困難,容易在焊縫表面產生焊瘤在背面產生塌陷,還容易出現未焊透、弧坑凹陷缺欠。
2、熔池尺寸較大,溫度較高,清渣困難,有時易產生層間夾渣。
仰焊
1、仰焊時一定要注意保持正確的操作姿勢,焊接點不要處於人的正上方,應為上方偏前,且焊縫偏向操作人員的右側,仰焊的焊條夾持方式與立焊相同。
2、採用小直徑焊條、小電流焊接,一般仰焊的焊接電流在平焊的焊接電流與立焊的焊接電流之間
3、採用短弧焊接,以利於熔滴過渡。
4、保持適當的焊條角度和正確的運條方式,如下圖所示。

仰焊
5、當熔池的溫度過高時,可以將電弧稍稍抬起,使熔池溫度稍微降低。
6、仰焊時由於焊槍和電纜的重力等作用,操作人員容易出現持槍不穩等現象,所以有時需要雙手握槍進行焊接。
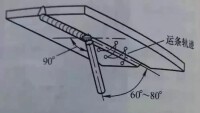
打底焊焊條考試板夾角為90°,與焊接方向夾角為70°~80°,焊接電流在120A左右,採用斷弧焊焊法,在定位焊縫上引弧,然後焊條在施焊部位的坡口內輕微橫向擺動,當焊至定位焊縫尾部時,應稍作預熱,並將焊條向上頂一下,聽到“嵫嵫”的聲音則表明坡口根部已經被熔透,第一個熔池已經形成並使熔池前方形成向坡口兩側各深0.5~1mm的熔孔,然後焊條向斜下方滅弧,利用電弧吹力把鐵液托住,並將一部分鐵液送到試板背面,要使新熔池覆蓋前一熔池的二分之一,滅弧的動作要快,乾淨利落,滅弧頻率為每分鐘30~50次左右,並使焊條總是向上探。焊條中心要對準熔池前端與母材的交界處,每次接頭的位置要準確。
填充焊焊條與焊接方向的夾角為85°~90°,焊接電流在100~120A之間。填充焊時應對前一道焊的焊渣進行仔細的清理,採用連弧焊法,兩層三道進行施焊。在離焊道始終端10~15mm處引弧,然後將電弧拉回始焊處進行施焊,施焊採用短弧鋸齒形或月牙形運條。當焊條擺動到兩側坡口時稍微停頓,既兩側慢,中間快,保持熔池成橢圓,焊道平整,,焊接最後一道填充層焊道時,要保證坡口邊緣完整,其高度距試板件表面以1~2mm為寬,
蓋面焊焊條與焊接方向的夾角為85°~90°,兩側試板的夾角為90°,蓋面焊接操作方法與填充焊基本相同,當焊條擺動到坡口邊緣時,要稍微做停頓,以坡口邊緣融化1~2mm為準,以防咬邊,使焊縫表面平整。
在整個焊接過程中,必須注意的是:仰焊的熔池體積不容過大,必須保持最短的電弧長度,表面層焊接速度要均勻一致,控制好的焊道高度和寬度,利用電弧吹力使熔滴的很短的時間內過渡到熔池中,並使熔池盡可小而薄,以減小因重力而下墜現象,防止焊道下凹和焊道的出現。
