低壓鑄造機
鋁合金低壓鑄造的通用設備
低壓鑄造機是鋁合金低壓鑄造的通用設備,可廣泛應用於汽車、摩托車、儀錶、紡織機械與航空航天工業中鋁合金鑄件的生產。低壓鑄造機由主機、液壓系統、熔池式保溫爐、液面加壓裝置、電氣控制系統及模具冷卻系統等部分組成。
現代的低壓鑄造機結合了計算機信息技術和自動控制技術,已能精確地模擬鑄造的加壓過程和重複再現加壓曲線,一些低壓鑄造機還帶有故障自診斷功能。低壓鑄造設備的進步也促進了低壓鑄造的更廣泛應用。
低壓鑄造機主要由機架、保溫爐、開合型機構、液壓系統、加壓系統、電氣控制系統等部分組成。
低壓鑄造機的保溫爐主要有兩種:一種是石墨坩堝的保溫爐,常用的有300kg和450kg兩種規格;另一種是耐火爐襯的保溫爐,從300kg至1000kg的容量。石墨坩堝的優點是不吸潮,缺點是壽命短,一般使用時間不超過6個月。耐火爐襯的保溫爐容量大,爐襯壽命長,一般能使用5年以上,缺點是易吸潮,鑄造停機時也要加熱保溫。
鋁合金車輪的規格越來越大,目前國內已生產24.5in的車輪,因此選擇低壓機時,其開合型機構應足夠大。現在的低壓機已普遍採用液壓油缸作為開合型機構,油缸運行平穩,壓力值可調節,允許的開型範圍寬。
低壓鑄造機有頂注式低壓鑄造機和側注式低壓鑄造機兩種類型。
頂注式低壓鑄造機用得較普遍,其特點是結構簡單,容易製造,操作方便,但生產率低。側注式低壓鑄造機的特點是鑄型置於保溫爐的側面,兩者用升液管連接(有同定式連接和非固定式連接兩種),生產率高,但結構較為複雜。低壓鑄造設備由保溫爐及附屬裝置、鑄型開合系統和供氣系統組成。
低壓鑄造是金屬液體在壓力作用下由下而上地充填型腔並在壓力下凝固成形的一種方法。由於所用的壓力較低(通常0.02~0.05MPa),故稱之為低壓鑄造。低壓鑄造裝備一般由保溫爐及其附屬裝置、模具開合機構、氣壓系統和控制系統組成。按模具與保溫爐的連接方式,可分為頂置式低壓鑄造機和側置式低壓鑄造機。
下圖為頂置式低壓鑄造機結構示意圖,是目前用得最廣的低壓鑄造機型。其特點是結構簡單,製造容易,操作方便;但生產效率較低,因保溫爐上只能放置一副模具,在鑄件的一個生產周期內所有操作均在爐上進行,所以一個周期內保溫爐有近一半時間是空閑的。其次,下模受保溫爐爐蓋的熱輻射影響,冷卻緩慢,使鑄件凝固時間延長;而且,下模不能設置頂桿裝置,給模具設計增加不便。此外,保溫爐的密封、保養和合金處理均不方便。
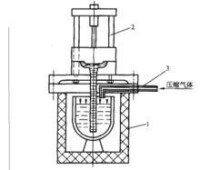
頂置式低壓鑄造機結構示意圖
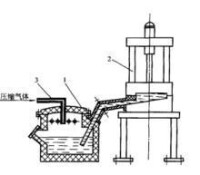
側置式低壓鑄造機
低壓鑄造機可分為立式低壓鑄造機和卧式低壓鑄造機兩大類。
立式低壓鑄造機和卧式低壓鑄造機的區別主要在於其分型方式不同。立式低壓鑄造機是水平分型。卧式低壓鑄造機是垂直分型。
在選用原則上,其共同點是都必須使生產鑄件所需的開模力、抽芯力,鑄件的投影面積,取下鑄件時模板的開檔等參數與機器的主要技術規格相符。此外,在上述幾項主要技術參數都能滿足的情況下,還必須考慮鑄件的澆注位置。澆注位置不同,分型面則有可能不同。分型面選擇好后,再應分析是水平放置還是垂直放置更有利於鑄件的鑄造工藝性,在此基礎上才能選擇採用立式低壓鑄造機還是卧式低壓鑄造機。
值得指出的是:很多鑄件既可以在立式低壓鑄造機上生產,也可在卧式低壓鑄造機上生產。因此必須綜合考慮工廠現有條件,並進行技術經濟分析后選用。目前,國內應用立式低壓鑄造機較多。
下圖為國內部分廠商低壓鑄造機主要技術參數。

商低壓鑄造機主要技術參數
