保溫爐
用於金屬保溫的機械設備
保溫爐由爐體、熔池、密封蓋和升液管等所組成,是低壓鑄造機的基本部分。
爐型很多,如焦炭爐、煤氣爐、電阻爐、感應爐等。但目前廣泛使用的是電阻加熱爐見圖5-14中的1號件;其次是電熱反射爐見圖5-15中的1號件。這類爐子的優點是結構簡單,溫度控制方便,勞動條件好。保溫爐的功率只要能彌補總的散熱損失即可。
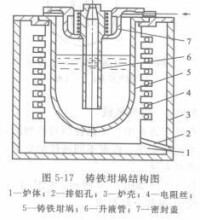
在採用如圖5-16所示的電阻加熱保溫爐時,為了補充鋁液方便,可採用如圖5-17所示的坩堝結構。坩堝除了耐高溫外,還要承受壓力,因此要求坩堝材料有一定的高溫強度、熱穩定性及抗鋁液侵蝕的能力,一般採用合金鑄鐵或中硅球鐵。坩堝容量主要根據鑄件大小、產量和每班次的批量進行計算。
電熱反射爐的熔池較大,為了提高效率,必須有較大的加熱面積,故熔池不能太深。為了使鑄型開合機架與保溫爐連接方便,並使修爐方便,在頂鑄式低壓鑄造機上,可使用移動式的機架,也可將保溫爐設計成移動式。但移動式保溫爐的加熱元件易受震動損壞,必須注意維護。
電熱反射爐的密封蓋(爐蓋),只承受氣體的壓力,結構比較簡單。但電阻加熱爐的密封蓋見圖5-17中的7號件,工作條件差,要求嚴格,它需與坩堝密封配合;同時還要與升液管密封配合;在保壓和澆注時,它又要和鑄型緊密接合,並承受鑄型重量及開合型機構的衝擊。因此密封蓋必須符合下述要求:第一,在外力和熱作用下不易變形,密封性能良好;第二,與升液管接合部分的溫度容易控制;第三,便於裝配,緊固。密封蓋材料一般用球墨鑄鐵或灰鐵鑄造,不宜用鋼材製作。
5-17 — 5-18
1)升液管的出口無電熱保溫時,其出口面積應大於鑄件熱節面積,以保證鑄件在凝固過程中得到充分補縮。
2)升液管浸泡在液體金屬中,以距坩堝底50~100mm為宜,防止坩堝底沉積的非金屬雜質捲入型腔。
3)升液管不能漏氣,只要有輕微漏氣,坩堝內的空氣就會滲入升液管,隨金屬液進入型腔,使鑄件形成氣孔(見圖5-18)或鑄型不能充滿。因此升液管在使用前,須經400kN/m (4個大氣壓)的水壓試驗。
4)升液管頂部可做成錐形,一方面有利於金屬液迴流,另一方面在金屬液上升時有一定的撇渣作用。
它不同於一般混合爐,一般應滿足以下三個要求:
1.能控制拉鑄時液體金屬的溫度,使熔融金屬始終維持作一定溫度範圍內,以便保證連續鑄造的正常生產和鑄錠的質蕞。
3.爐體的前方要便於安裝結晶器,才能使爐內的液體金屬以較短的距離直接進入結晶器內。
因此保溫爐被製成略呈方形爐身的卧式有鐵芯的工頻感應電爐,這種爐子有可以傾斜轉動的和不能傾斜轉動的工種,可以傾斜轉動的爐子在結構上雖然比較複雜些,但是可以防止因泄漏時液體金屬衝擊來的危險。
低壓鑄造過程中爐體要承受較大的負荷,爐殼必須有足夠的剛度和密封性。
在採用電阻加熱保溫爐時,為了補充鋁液方便,可採用坩堝結構。坩堝除了耐高溫外,還要承受壓力,因此要求坩堝材料有一定的高溫強度、熱穩定性及抗鋁液的侵蝕能力,一般採用合金鑄鐵或中硅球鐵。坩堝容量主要根據鑄件大小,產量和每班次的批量進行計算.
它和一般有鐵芯低頻感應電爐的結構基本上相同,只是將熔溝部分由立式改為卧式,爐身部份用10毫米厚的鋼板焊成一個1.2米的方形箱體,箱體的後部與爐底殼連接,爐底石內要放溶溝,水冷耐火套,鐵芯和一次線圈,爐底石用石英砂搗固築成,熔池部份用一般粘土耐火磚砌成,在爐子的底部裝有4個滾動輪,使整個爐子安放在地平面上的鐵軌上,爐底殼與震動機構的偏心軸桿連接,可以使爐身通過震動機構在鐵軌上往複移動,爐身的上口用20毫米厚的鑄鐵板作爐蓋,開有φ500毫米的金屬液流入孔,爐蓋前方尚有能夠安裝石墨塞桿的缺口,爐身前面用以安裝結晶器。
爐身熔池部份,鋼板與耐火材料之間襯以5毫米的隔熱石棉板,熔池由普通粘土耐火磚砌成長方形,前牆的下部(安裝結晶器的部位)砌一塊65X230X230毫米外方內圓的粘土磚以備嵌入石墨底座,前牆的上部也只宜砌130毫米厚的粘土磚與石棉板貼緊,因為此處需要安裝石墨塞桿,前牆過厚將使石墨底座增長,影響拉鑄時的液體金屬溫度過早下降,實踐證明前牆過厚是不利於拉鑄的,兩邊側牆及后牆可以砌130毫米厚的耐火磚,砌磚與爐殼之間的空隙用石英砂填充,熔池底部則可以砌200毫米左右的耐火磚並墊以石英砂,應根據安裝結晶器位置的高低來調節,熔池底部可以適當砌厚些。
已經受潮的石英砂,尤其是#6砂和#8砂(因為粘度細),儲放過久而吸收空氣中的水份,應該先用乾淨的鐵鍋炒下后再使用,將四種不同粒度的石英砂和硼酸反覆拌和三次,使混合均勻,再用20目的鐵絲過篩二次,這樣不僅能提高它的混合均勻度,還能將一些外來夾雜物篩去,因為夾雜物中的有機物質,如紗頭,草節之類的東西混在石英砂中,當爐子築好送電升溫后,這些有機物質將產生氣體,可能導致爐底面出現氣孔和裂縫,影響爐子使用壽命,嚴重時可能發生漏銅。
卧式爐的爐底面比立式爐的爐底面容易搗固,因為金屬熔溝基本上是平放著,僅僅略帶傾斜,這有利於用鐵扦將石英砂搗結實。
卧式爐熔溝安放要呈傾斜狀,不應完全平放,傾斜度約18 ,因為完全平放不利於液體金屬的熱循環,感應電爐中金屬的運動,不只是由於電磁現象所引起的,同時也為熱現象所引起,因為熱金屬與冷金屬的比重不一樣,過熱的金屬是位於熔溝後面狹帶部份,較冷的金屬則在熔溝的前而和與熔溝相連的熔池內,這樣就能引起金屬的熱循環,從而使熔池內的金屬逐漸得到升熱。如果將熔溝完全平放,實踐證明將使金屬加熱時間延長,從現象上也能看到,在加熱過程中,電流表上的指針產生不停地搖擺,這種現象的產生說明了熔溝內的金屬導體在不停地發生瞬息斷路,於是使金屬加熱放慢了速度,將熔溝呈傾斜狀安放,則能改善熱循環條件,從而加快金屬的加熱。
築爐安放熔溝時,在實際操作中必須使用量具來求取傾斜角度,只要在擱放熔溝前部時,砌兩層斧形磚,將熔溝安放在斧形磚的斜面上,即能達到傾斜度的要求,非常簡便。
能使保溫爐內的液體金屬直接進入結晶器內,是依靠裝置在爐身前牆內的石墨底座,實際上石墨底座既是金屬的流出口,又足使爐子與結晶器的連接器,一端伸入熔池內,在金屬流出口上安裝一個石墨制塞桿,旋開石墨塞桿,液體金屬便從石墨底座的管道流入與之相連的結晶器內,將石墨塞桿旋緊,液體金屬被堵住不能外流,另一端被埋在前牆爐壁內,用一塊外方內圓有錐度的耐火磚使其位置固定。
應當指出,石墨底座在砌爐時不能完全埋在石英砂中,應使其體積的一半露出石英砂底使它泡在熔融金屬中和金屬一同加熱,實踐證明,石墨底座完全或絕大部份被埋在石英砂內,當金屬流入結晶器之前,就有被降低溫度而影響拉鑄。
保溫爐的爐型很多,如焦炭爐,煤氣爐,電阻爐,感應爐等。但目前廣泛使用的是電阻加熱爐,其次是電熱反射爐。這類爐子的優點是結構簡單,溫度控制方便,勞動條件好。保溫爐的功率只要能彌補總的散熱損失即可。為提高生產效率,或保證連續生產,一般大型爐組都配有保溫爐。一般由熔煉爐熔化原料,調整化學成分合格后,轉爐進入保溫爐。保溫爐功率設計低於熔煉爐。顧名思義,保溫爐主要作用是對熔體進行保溫,保證熔體溫度一直保持在鑄造溫度範圍內,保證連續或半連續鑄造生產過程的穩定進行。
保溫爐也被稱作“靜置爐”,這是因為它客觀上具有靜置除氣和均勻化的作用。
根據主要生產產品牌號與規格不同,保溫爐容量與熔煉爐之間有一定的匹配關係。有的全連鑄生產,採用兩台熔煉爐對應一台保溫爐方式。
保溫爐的實際是點火器的延續。有的保溫爐不設燒嘴,只是一個罩子,起防止料面的熱量輻射到大氣中去的作用,使高溫的料面維持一些時間,減少急冷效應。有的保溫爐則設有燒嘴,對料面進行加熱,以強化表層燒結礦的礦化效應,提高表層燒結礦的成品率,降低返礦量。
保溫爐安裝有燒嘴時,爐內最高溫度為800—900℃,不設燒嘴時,爐內溫度為250—350℃,前者表層燒結礦的FeO平均增加1%~2%,轉鼓指數增加2%~3%,但點火熱耗增加12%~18%。很多燒結廠的生產實踐也證明,若料層在700ram以上的厚料燒結,又設有完整的整粒系統,用保溫爐進行綜合加熱以提高表層燒結礦的強度。降低返礦率.意義並不太大。
