圓柱度
任一垂直截面最大尺寸與最小尺寸差
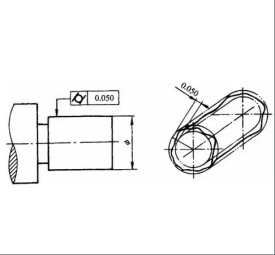
圓柱度是指任一垂直截面最大尺寸與最小尺寸差。圓柱度誤差包含了軸剖面和橫剖面兩個方面的誤差。圓柱度的公差帶是兩同軸圓柱面間的區域,該兩同軸圓柱面間的徑向距離即為公差值。測量方法有兩點法、三點法、三坐標測量法、數據採集儀連接百分表測量方法。
圓柱度誤差是指實際圓柱面要素對其理想圓柱面的變動量。根據形狀誤差評定原則,實際圓柱面要素與理想圓柱面比較時,應根據實際圓柱面確定最小包容區域。當與圓柱度公差帶形狀一致的兩同軸圓柱面緊緊包容實際圓柱面要素,及其半徑差為最小值時,即為最小包容區域。
長度計量技術中對圓柱度誤差的測量。圓柱度是圓柱體圓度和素線直線度的綜合,因此圓柱度一般是在圓度儀上附加能沿被測圓柱體作軸向運動的精密直線導軌、電子計算機和相應的程序等來測量的。測量時,長度感測器的測頭沿精密直線導軌測量被測圓柱體的若干橫截面,也可沿被測圓柱面作螺旋運動取樣。測得的半徑差由電子計算機按最小條件確定圓柱度誤差。在配有電子計算機和相應程序的三坐標測量機上利用坐標法也可測量圓柱度。測量時,長度感測器的測頭沿被測圓柱體的橫截面測出若干(取樣)點的坐標值x、y,並按需要測量若干橫截面,然後由電子計算機按最小條件確定圓柱度誤差。此外,還可利用V形塊和平板(帶有徑向定位用直角座)等分別測量具有奇數棱邊和偶數棱邊的圓柱體的形狀誤差(見圓度測量),但這時V形塊和平板的長度應大於被測圓柱體的全長。測量時,被測圓柱體在V形塊內或帶直角座的平板上迴轉一周,從測微儀讀出一個橫截面中最大和最小的示值,按需要測量若干橫截面,然後取從各截面讀得的所有示值中最大與最小示值差之半,作為被測圓柱體的圓柱度誤差。
在過去的一些稱呼上,還將“圓柱度”稱為“不柱度”。
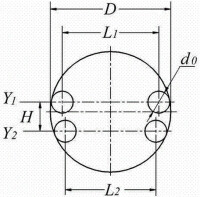
1、兩點法
按下圖所示方法測出各給定橫截面內零件迴轉一周過程指示表的最大示值與最小示值,並以所有各被測截面示值中的最大值與最小值的一半作為圓柱度誤差值。
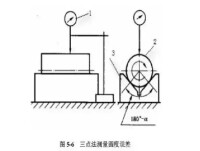
2、三點法
按下圖所示方法測出各給定橫截面內零件迴轉一周過程指示表的最大示值與最小示值的一半作為圓柱度誤差值。
圓柱度
通常是在三坐標測量機上按要求測量被測零件各橫截面輪廓各測點的坐標值,再利用相應的計算機軟體計算圓柱度誤差值。利用圓度儀測量圓柱度時,將被測圓柱體工件沿垂直軸線分成數個等距截面放在迴轉台上,迴轉台帶動工件一起轉動; 3個感測器安裝在導軌支架上,並可沿導軌做上下的間歇移動,逐個測量等距截面,獲取含有混合誤差的原始信號(測量原理圖如下圖所示)。測量感測器拾取的原始信號中不僅包含有被測工件的各個截面的圓度誤差母線的直線度誤差,而且還含混入了導軌的直行運動誤差及迴轉台的迴轉運動誤差。將上述誤差相分離,並依據最小二乘圓心進行重構出實際圓柱面輪廓,然後採用國標規定的誤差評定方法得到被測圓柱面的圓柱度誤差。
三坐標測量機能夠在用測頭所確定的三維空間(xyz空間)坐標系內,由光學刻尺或激光干涉儀進行測量。通過測頭和測量對象的接觸,由測頭的坐標來獲取對象的形狀信息。
4、數據採集儀連接百分表測量方法
測量儀器:偏擺儀、百分表、數據採集儀。
測量原理:數據採集儀會從百分表中自動讀取測量數據的最大值跟最小值,然後由數據採集儀軟體里的計算軟體自動計算出所測產品的圓柱度誤差,最後數據採集儀會自動判斷所測零件的圓柱度誤差是否在圓柱度範圍內,如果所測圓柱度誤差大於圓柱度公差值,採集儀會自動發出報警功能,提醒相關操作人員該產品不合格。測量效果示意圖:
圓柱度
利用數據採集儀連接百分表來測量圓柱度誤差值的優勢:
1)無需人工用肉眼去讀數,可以減少由於人工讀數產生的誤差;
2)無需人工去處理數據,數據採集儀會自動計算出圓跳動誤差值。
3)測量結果報警,一旦測量結果不在圓跳動公差帶時,數據採集儀就會自動報警。
以上是對形狀誤差中的圓柱度誤差的介紹,以及介紹了測量圓柱度的方法,企業應該根據自身的實際情況選擇最佳的測量方法,其中上文所介紹的直接利用數據採集儀連接百分表這種方法是測量效率最高的,如果需要更大程度地提高檢測的效率,可裝配多個指示表,同時進行檢測,則可更大程度上提高檢測的效率,並可通過軟體的計算,測量圓柱度參數。
按公差等級,可劃分以下應用:
1、高精度量儀主軸、高精度機床主軸、滾動軸承滾珠和滾柱等。
4、較精密機床主軸、精密機床主軸箱孔、高壓閥門活塞、活塞銷、閥體孔、小工具顯微鏡頂針、高壓油泵柱塞、較高精度滾動軸承配合的軸、銑床動力頭箱體孔。
5、一般量儀主軸、測桿外圓、陀螺儀軸徠頸、一般機床主軸、較精密機床主軸箱孔、柴油機、汽油機活塞、活塞銷孔、銑床動力頭、軸承箱座孔、高壓空氣壓縮機十字頭銷、活塞、較低精度滾動軸承配合的軸。
7、大功率低速柴油機曲軸、活塞、活塞銷、連桿、氣缸、高速柴油機箱體孔、千斤頂或壓力油缸活塞、液壓傳動系統的分配機構、機車傳動軸、水泵及一般減速器軸頸。
基本信息
- 中文名
- 圓柱度
- 外文名
- Cylindricity
- 拼音
- yuán zhù dù
- 釋義
- 任一垂直截面最大與最小尺寸差
- 測量方法
- 兩點法、三點法、三坐標測量法等