突面法蘭
適用於低壓場合的部件
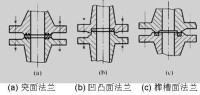
按法蘭密封面型式的不同,常用的法蘭有突面法蘭(也稱平面法蘭)、凹凸面法蘭、榫槽面法蘭三種。突面法蘭的密封面是平面,與墊片接觸面積較大,預緊后,墊片易向兩側伸展或移動,密封性較差,只適合低壓場合。凹凸面法蘭、榫槽面法蘭密封性較好,適合壓力更高的場合。
自由鍛生產率低,加工余量大,但工具簡單,通用性大,故被廣泛用於鍛造形狀較簡單的單件、小批生產的鍛件。自由鍛設備有空氣錘、蒸汽-空氣錘和水壓機等,分別適合小、中和大型鍛件的生產。模鍛生產率高,操作簡單,容易實現機械化和自動化。模鍛件尺寸精度高,機械加工余量小,鍛件的纖維組織分佈更為合理,可進一步提高零件的使用壽命。
2.拔長。拔長是使坯料的長度增加,截面減小的鍛造工序,通常用來生產軸類件毛坯,如車床主軸、連桿等。
3.沖孔。用沖子在坯料上衝出通孔或不通孔的鍛造工序。
4.彎曲。使坯料彎曲成一定角度或形狀的鍛造工序。
5.扭轉。使坯料的一部分相對另一部分旋轉一定角度的鍛造工序。
6.切割。分割坯料或切除料頭的鍛造工序。
模鍛全稱為模型鍛造,將加熱后的坯料放置在固定於模鍛設備上的鍛模內鍛造成形的。
通俗地講,鍛造法蘭質量更好,且一般是通過模鍛生產,其晶體組織細密,強度高,當然價格也貴一些。
無論是鑄造法蘭還是鍛造法蘭都屬於法蘭常用製造方法,如果對需要使用的部件的強度要求不高,還可以選用車削製法蘭。
用中板割條子然後卷製成圓的工藝叫做卷制,多用於一些大型法蘭的生產。卷製成功之後進行焊接,然後壓平,再進行水線及螺栓孔的工藝的加工。
主要生產工藝主要分為鍛造、鑄造、割制、卷制這四種。
鑄造出來的法蘭,毛坯形狀尺寸準確,加工量小,成本低,但有鑄造缺陷(氣孔、裂紋、夾雜);鑄件內部組織流線型較差(如果是切削件,流線型更差);
鍛造法蘭含碳低,一般比鑄造法蘭不易生鏽,且鍛件流線型好,組織比較緻密,機械性能優於鑄造法蘭;
鍛造工藝不當也會出現晶粒大或不均,硬化裂紋現象,鍛造成本高於鑄造法蘭。
鍛件比鑄件能承受更高的剪切力和拉伸力。
鑄件的優點在於可以搞出比較複雜的外形,成本比較低;
鍛件優點在於內部組織均勻,不存在鑄件中的氣孔,夾雜等有害缺陷;
從生產工藝流程區別鑄造法蘭和鍛造法蘭的不同,比如離心法蘭就屬於鑄造法蘭的一種。
首先我們需要了解離心法蘭是怎樣生產製作的,離心澆鑄製做平焊法蘭的工藝方法及產品,其特徵是該產品經過下列工藝步驟加工而成:
②將金屬模具預加熱到800-900℃保持恆溫;
③起動離心機,將步驟①中鋼水注入步驟②中預熱后金屬模具;
④鑄件自然冷卻到800-900℃保持1-10分鐘;
⑤用水冷卻至接近常溫,脫模取出鑄件。

基本信息
- 中文名
- 突面法蘭
- 別名
- 平面法蘭
- 適用場所
- 低壓場合
- 主要生產工藝
- 鍛造、鑄造、割制