鹿角立鶴
鹿角立鶴
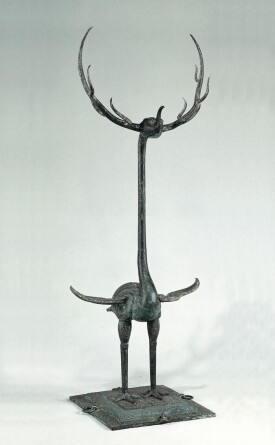
鹿角立鶴為青銅鑄制,1978年湖北隨縣(今隨州市曾都區)曾侯乙墓出土。器形以底座、立鶴,鹿角以榨卯構連,鶴為長頸圓首,尖嘴上翹作鉤狀,碩腹拱背,翅展尾垂,高腿扁足,頭兩側生有枝權叢生、朝上內卷呈圓弧狀的一對鹿角。鶴的頭、頸及鹿角上飾錯金渦雲紋、三角雲紋和圓圈紋;腹背飾羽毛紋;背上有凸脊,脊上及腹、翅、尾下部鑲嵌綠松石;翅上浮雕幡暾螭紋,圓圈紋;腹與翅連接處有蟠龍環繞,龍嘴銜翅;腿上飾渦雲紋;爪上飾回紋;全器分八個部分,分鑄后連接組裝而成。“鹿角立鶴”還被隨州市定為自己城市的標誌,2007年第八屆中國藝術節的吉祥物“楚楚”就是以鹿鶴為原型。

鹿角立鶴
鹿角立鶴為青銅鑄制,器形以底座、立鶴,鹿角以榨卯構連,鶴為長頸圓首,尖嘴上翹作鉤狀,碩腹拱背,翅展尾垂,高腿扁足,頭兩側生有枝權叢生、朝上內卷呈圓弧狀的一對鹿角。鶴的頭、頸及鹿角上飾錯金渦雲紋、三角雲紋和圓圈紋;腹背飾羽毛紋;背上有凸脊,脊上及腹、翅、尾下部鑲嵌綠松石;翅上浮雕幡暾螭紋,圓圈紋;腹與翅連接處有蟠龍環繞,龍嘴銜翅;腿上飾渦雲紋;爪上飾回紋;全器分八個部分,分鑄后連接組裝而成。

青銅器
仙鶴不僅是古代書畫家的常見題材,出土文物中也多次發現青銅仙鶴。
1978年在湖北隨縣曾侯乙墓出土了一件青銅鹿角立鶴。這是一件合鹿角與鶴身於一體的藝術品。通高143.5厘米,重38.4公斤。鶴細長頸,昂首佇立,舒展雙翅,頭插一對上翹呈弧形的銅質鹿角,拱背,垂尾,兩腿細而長,立於長方形座板之上。其頭、頸部分及鹿角之上均飾錯金渦雲紋和圓圈紋,腹、背部飾斜寬道羽毛狀紋,中間夾有三角紋、凸形脊紋,翅上飾浮雕蟠螭紋和小圓圈紋。座板長45厘米,寬41.4厘米,四邊中部各有一壁虎形銜環紐,上飾勾連雲紋。鶴嘴部右側有銘文一行七字:“曾侯乙作持用終”。此器鶴身鹿角,寓意吉祥長壽,造型優美,形態美觀,風格獨特。現藏湖北省博物館。
傳統青銅器的製作過程
(1)用特製的泥巴做成待鑄青銅器的實心泥模
(2)在泥模上分塊翻制外范
(3)修整外范並加刻詳細的花紋,把小塊外築拼接成大塊
(4)在青銅器預定位置製作相應銘文
(5)在泥模上颳去一層厚度,這層空隙就是待鑄青銅器的厚度
(6)製作澆口和冒口后的剖視模範
(7)用約600度的溫度焙燒成陶質,對合成整體範預熱並灌注銅液
(8)打碎,取出青銅器
(1)泥質范料塑出熏爐內范,使之陰乾。
(2)內范內貼蠟片。
(3)片雕空。刻花。
(4)用蠟料塑出蟠龍和口銜的蠟柱。
(5)制蠟質澆口,排氣通道,並焊接成整組蠟模。
(6)范料稀釋成泥漿,反覆塗於蠟模之外形成能承受澆鑄銅液所需的厚度。陰乾后,取較乾的范料包覆於泥漿層外,再陰乾成整體的泥范。
(7)口杯朝下,烘焙范料,蠟料熔化流出,焙至攝氏600-850度成陶范。
(8)注青銅液前將陶范預熱至燒結的溫度。
(9)銅凝固冷卻后,脫除內、外范,割除澆口。
(10)形狀複雜的完整熏爐,加以適當拋光。
仿古青銅器的製作工藝是屬於失蠟澆鑄。失蠟澆鑄屬於精密澆鑄的一種,顧名思義是工藝要求較高。它和大部分顧客想象中的工藝方法大不一樣,有些顧客會錯誤的想:“澆鑄不就是做一個模子,倒一個出來一個,非常簡單。”其實並不如此。
失蠟澆鑄的工藝過程:
第一步,先製作蠟型。每做一個青銅器都必須先做蠟型。也就是說,蠟型是什麼樣,青銅器就是什麼樣。製作蠟型分為四部:
先是塑形,即用蠟先雕出第一個蠟型;
其次就是給雕出的第一個蠟型做模具(模具由石膏或硅橡膠製成),目的是為了能減少每次都要塑性,因為通過模具就能做出和第一個蠟型一模一樣的很多蠟型;
接著就是通過模具壓型,即將蠟溶化后通過壓力設備將蠟壓入作好的模具中,使其成型;
壓出的蠟型需要修飾,因此就要精修蠟型,即修型人員運用專用工具一筆一筆對蠟型修飾(精修蠟型質量的好壞是影響質量因素的重要一環;最後就是組型,即將精修好的蠟型組合到一起(為了便於澆鑄)。
第二步,結殼,脫蠟,焙燒澆鑄,組好的蠟型,先必須掛沙,結殼。將組好的蠟型沾入事先配好的膠體溶液中,隨後再將耐火石英沙由細到粗,一遍一遍,一層一層塗掛在蠟型上,這樣就使蠟型壁的內外結殼(這樣蠟型就被石英沙層裹在了中間)。
接著就是脫蠟,即將結殼好的模殼放入熱水中,因為蠟受熱會融化而且比水輕,就會從模殼中湧出並浮出水面,這樣就會形成一個空腔。最後就是將空腔的模殼放入焙燒爐中,升溫至800度焙燒,再將已溶化的青銅液灌入焙燒好的模殼中成型。
第三步,清殼、打磨及作舊。清殼就是將已灌注成型模殼外部及內部的石英沙層除去,再利用機器設備對清殼后的產品稍做打磨,最後對產品進行表面處理(化學反應,配方保密)達到理想的效果。
作舊是製作中及其重要的一個工序,現今出土的青銅器因為經歷了幾千年的化學反應,其表面出現一層青綠色的銹,而今要在短短四五天的時間內產生綠銹,這就需要通過現代的化學反應加速銅的自然腐蝕,一般經國家文物局批准的高仿品,僅銹色一道關就要製作長達近一年的時間甚至更長。冶鑄時的比例及當地的自然環境造成器物的銹色也是多種多樣的,有水銹,黑漆古,綠漆古,紅銹等等,要想達到逼真的效果就需要經過多次處理,並且要隨時調節環境的酸鹼度和乾濕度。
由於經過作舊后所產生的銹色是銅的自然化學反應,所以即使是同一種產品其銹色也不是完全一樣的,這就使得仿古青銅器更具收藏價值。
| 失蠟鑄造法 | 造型 | 尺寸測量 | 成品 | ||||||
| 紋飾勾畫、手工雕刻 | |||||||||
| 比例縮放 | |||||||||
| 制模 | 翻形 | ||||||||
| 制蠟型 | |||||||||
| 蠟型 | 焊接組裝 | ||||||||
| 澆口及澆道設計 | |||||||||
| 包殼 | |||||||||
| 結殼 | 硬化 | ||||||||
| 脫蠟 | |||||||||
| 澆鑄 | 焙燒 | ||||||||
| 熔銅 | |||||||||
| 澆鑄 | |||||||||
| 破殼 | 碎殼 | ||||||||
| 打磨焊接 | |||||||||
| 表面處理 | |||||||||
| 銹色處理 | |||||||||
| 環保處理 | |||||||||