電解拋光液
用於不鏽鋼拋光的液體
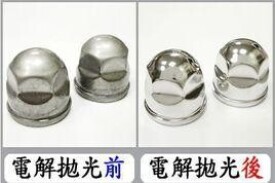
各種型號的不鏽鋼電解拋光時使用,使用成本低,效果明顯,可達鏡面光亮效果,不鏽鋼拋光后光澤持久、美觀大方、增加了產品的附加值。原液使用,鉛板做陰極(負極),工件做陽極(正極),60-65度,電流密度10-25安培/平方分米,電壓8—10伏,時間5-8分鐘。但注意事項仍需具體說明。
一、用途
用於304、321、316、201、202、420、430等各種型號的不鏽鋼電解拋光時使用,使用成本低,效果明顯,可達鏡面光亮效果,不鏽鋼拋光后光澤持久、美觀大方、增加了產品的附加值。
二、特點
1.適用範圍廣,可適用200、300、400系列各種材質的不鏽鋼。
2.拋光液不含鉻離子,符合當今環保要求,節省環保設備投資及廢水處理費用。
3.拋光電流密度小,電壓低,電能消耗較傳統工藝低1倍以上。
4.拋光效率高,質量好,數分鐘內可拋至鏡面光亮。
5.拋光液使用壽命長,易於維護管理。
三、使用方法
原液使用,鉛板做陰極(負極),工件做陽極(正極),60-65度,電流密度10-25安培/平方分米,電壓8—10伏,時間5-8分鐘。
四、注意事項
1.拋光液在其使用初期電解拋光時會產生泡沫,因此拋光液液面與拋光槽頂部之間的距離不應≤15cm。
2. 不鏽鋼工件在進入拋光槽之前應儘可能將殘留在工件表面的水分除去,因工件夾帶過多水分有可能造成拋光面出現嚴重麻點,局部浸蝕而導致工件報廢。
3. 在電解拋光過程中,作為陽極的不鏽鋼工件,其所含的鐵、鉻元素不斷轉變為金屬離子溶入拋光液內而不在陰極表面沉積。隨著拋光過程的進行,金屬離子濃度不斷增加,當達到一定數值后,這些金屬離子以磷酸鹽和硫酸鹽形式不斷從拋光液內沉澱析出,沉降於拋光槽底部。為此,拋光液必須定期過濾,去除這些固體沉澱物。
5、中和後排放符合當今環保要求。
6、本品有腐蝕性,勿入眼、口,勿觸皮膚。如誤觸,立即用清水沖洗,嚴重者,按強酸燒傷就醫;
7、密封陰涼處保存,長期有效。
五、包裝規格:30kg塑料桶包裝
(1)電源:
電源三相380V。
(2)不鏽鋼電解拋光機
不鏽鋼電解拋光對電源波形要求不是太嚴格,可選用可控硅或高頻。
空載電壓:0—20v
負載電壓(工作電壓):8—10v
工作電壓低於6v,拋光速度慢,光亮度不足。
整流器電流:根據客戶工件大小而定。
可選用聚氯乙烯硬板材焊接而成。在槽上裝三根電極棒,中間為可移動的陽極棒,接電源陽極(或正極),兩側為陰極棒,連接電源陰極(負極)。
(4)加熱設施及冷卻設備
②冷卻可選用盤管,盤管可加熱可冷卻。
(5)夾具
最好選用鈦做掛具,因為鈦較耐腐蝕,壽命長,鈦離子對槽液無影響。建議最好不要用銅掛具,因為銅離子進入會在不鏽鋼表面沉積一層結合力不好的銅層,影響拋光質量。銅裸露部位可用聚氯乙烯膠烘烤成膜,在接觸點颳去絕緣膜。
(6)陰陽極材料
電解拋光工藝:除油--水洗--除銹--水洗--電解拋光--水洗--中和--水洗--鈍化--包裝
槽液維護及補加
· 不鏽鋼工件在進入拋光槽之前應儘可能將殘留在工件表面的水份除去,因工件夾帶過多水份有可能造成拋光面出現嚴重的麻點,局部浸蝕而導致工件報廢。
· 長時間不通電情況下,應將陰極的鉛板或不鏽鋼板取出清洗,除去酸液。
· 由於溶液中含有硫酸,因此當槽液閑置待機狀態時應採取適當的防護措施予以遮蓋防止硫酸吸收空氣中的水份致使溶液比重降低而出現品質異常。
· 在電解拋光過程中,作為陽極的不鏽鋼工件,其所含的鐵、鉻元素不斷轉達變為金屬離子溶入拋光液而不在陰極沉積。隨著拋光過程的進行,金屬離子濃度不斷增加,當達到一定數值后,這些金屬離子以有機鹽的形式不斷從拋光液內沉澱析出,沉降於拋光槽底部,為此,拋光液必須定期過濾,去除這些固體沉澱物。
· 在拋光槽運行過程中,附拋光液不斷消耗外水份因蒸發和電解而損失。此外高粘度的拋光液不斷被工件夾帶損失,拋光液面不斷下降,需經常往拋光槽補加新鮮拋光液到開槽狀態;
· 該拋光液在未拋光前原始比重為1.68,在拋光槽運行過程中,拋光液的比重應控制在1.65~1.71的範圍內。拋光液比重和粘度過高,說明拋光液含水量不足(此時應補加適量純水和磷酸來調整);反之,拋光液比重過低,表面拋光液含水量過高(此時應該考慮加熱蒸發來部份水份及補加適量硫酸調整比重和粘度).溶液中的光亮劑會有損耗,一般按8000~11000dm2/Kg補充以保證拋光效果。經常用比重計測量拋光液的比重是一種簡單而有效的控制手段.
· 溶液的老化判定 由於拋光過程中不鏽鋼表面的溶解,溶液中的鐵、鎳、鉻含量將逐浙升高,此時溶液逐漸失去拋光能力。無論如何增高溫度、加大電流均無助於恢復拋光能力。此時說明溶液已經接近老化應考慮更換新液
設備要求
· 根據處理工件的體積大小、生產量等建立相對應大小的拋光液電解槽和選擇相應功率的電解整流器(如1000安培、2000A培或更大功率,電壓0~12v、0~15v、0~24v可控硅或高頻脈衝)。
· 拋光槽液位高度。在電化學拋光過程中,會產生泡沫浮於液面,為防止泡沫溢出槽外,方便調整槽液相對密度,液面應留有空間。因此,拋光槽液位高應比槽總高度低100~150mm..在設計槽的高度時,根據最大拋光零件長度(a)、距離槽底空250mm、距液面水平面50mm,液面水平面距槽口150mm,即可求槽的高度h=250+50+a+150=a+450(mm)
健康與安全
根據資料顯示,本產品在使用過程中應避免與皮膚和眼睛接觸。如接觸應及時用大量清水沖洗乾淨,嚴重者及時送醫治療。
本產品在使用過程中要嚴格遵循物質安全數據表(MSDS)提供的指引。除指定的用途外,本品不應用於其它用途。如需處理用過的產品,請注意保護環境.
本品特點:
1、藥液穩定,不易分解老化,消耗量低,使用壽命超出傳統拋光劑的一倍;
3、能拋出光亮、平滑、均一的鏡面光澤效果,防鏽能力強,光澤持久;
4、在使用本劑拋光前建議先將金屬表面的銹斑、油污等進行預先處理,以節省本劑。
操作流程:
上掛→化學除油→熱水洗→冷水洗→電解拋光→二次流動冷水洗→酸活化(5%硫酸水溶液)→流動冷水洗→乾燥(可根據實際情況,調整部分工藝流程)。
使用方法:
原液使用,鉛板做陰極(負極),工件做陽極(正極),40-度,電流密度10-25安培/平方分米,電壓8—10伏,時間5-8分鐘。
推薦工藝流程:(除油除銹活化→水洗→晾乾)→電解拋光→水洗→鈍化→水洗→中和→水洗
1、工作液具有一定的腐蝕性,不宜與裸露皮膚接觸,操作時應佩帶乳膠手套。
2、處理件油污嚴重時,建議預作粗荒除油。
3、工作液處理一段時間后,由於有效濃度下降,處理效果不佳,此時應更換新液或補加本品。
基本信息
- 中文名
- 電解拋光液
- 運用領域
- 不鏽鋼電解拋光
- 危害
- 具有一定的腐蝕性
- 功能
- 不鏽鋼拋光后光澤持久、美觀大方、增加了產品的附加值