印刷壓力
印刷壓力
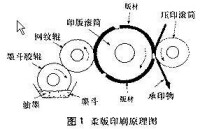
印刷壓力一般指的是,油墨轉移過程中壓印體在壓印面上所承受的壓力,即沿壓印面的法向,指向壓印面的力。印刷壓力是印刷機設計和油墨向承印物表面轉移的基礎,它不僅是實現印刷過程的根本保證,而且在很大程度上決定著印刷的質量。

印刷壓力
隨著科學技術的發展,目前已出現無壓印刷技術,諸如噴墨印刷·離子沉澱·熱轉印及電子印刷等。儘管如此,依靠印刷壓力實現油墨轉移的印刷方式仍然會在印刷技術中佔有主導地位。
印刷壓力
柔版印刷機的印刷壓力有三個,這三個印刷壓力都將對產品的印刷質量產生很大影響,缺一不可,現分述如下:
1.上墨裝置的壓力
印刷壓力
若兩輥壓力過緊(間隙小)金屬網紋輥上吃墨量相對減少,網點可印清晰,字、線可印清楚挺括,但缺少一定的墨量與光澤。同時須防止因兩輥間的壓力過重而引起金屬網紋輥與上墨輥兩端彎曲,印機齒輪跳動,齒牙斷裂等情況。
這一印刷壓力的大小原則,一般應視產品的特徵而定,網線產品兩輥間壓力相對可大些;細小文字,線條壓力也可略大些;大字及實地產品可相對小些。
同時壓力大小與印刷面積的大小有關,一般印刷面積較大的,壓力可輕一些,以增加油墨量,從而提高實地密度和鮮艷度、光亮度。一般印刷面積較小或較為細膩的,壓力則要略大一些,以降低油墨量提高印刷的清晰度。這個壓力必須同網紋輥的兩端呈水平相切,不能有偏差,否則會影響印刷品的清晰度和印刷效果。
2.傳墨裝置的壓力

印刷壓力
這一個印刷壓力的正確與否,對印刷的網點清晰度有極大關係,壓力過重,網紋輥對印版的壓力就大,印出后的圖像網點擴大。(字、線版變粗或雙影),高調處1成網點可擴大為2成網點,中間調網點跳上去,階調層次變暗變深,低調層次的網點並掉,6成以上網點幾乎為實地。
從放大鏡內可觀察到,每粒網點呈雙影重疊的擴大狀態(1~6成)。6成以上網點已看不清點了,為實地狀。這樣印刷出來的產品,階調層次損失,圖像清晰度差,色調還原不好,三色無法平衡;同時,由於印刷壓力過重使印版耐印率下降,並容易堆墨,印刷時會產生齷齪與臟點等弊端。
壓力過輕,印版上吃不上墨,當然不能印。
最佳的印刷壓力:調整網紋輥與印版輥兩端壓力,使之大小一致,並使網紋輥上的墨層正好和印版面圓切水平接觸。當然,這個“正好與圓切水平接觸”須經長期操作實踐才能獲得。字串3
3.壓印裝置的壓力
這個壓力指印版輥與壓印輥之間的印刷壓力。這個壓力要使印版上獲得的印墨層正確無誤地轉印在承印材料上,是柔版印刷的最後一個關鍵,它直接關係到印品的質量。
兩輥間壓力過大,印出的網點呈鋪展狀,中間色淺,四周呈深圈,對圖像層次有很大影響(文字、線條版則鋪展印跡雙邊),暗調層次易模糊,壓力過輕,則承印材料上印不出圖像。
正確的壓力調節讓壓印輥與印版輥兩端壓力大小要調節一致,兩者呈圓切水平接觸。當印版印刷部分吃墨面與承印材料接觸時,網點基本不擴大,字、線清楚,不雙印鋪展,圖像全部印刷出來為最佳。同時在印刷過程中,還要根據印刷的具體情況而隨時加以調節,使之保持最佳狀態。
柔版印刷機壓力的控制

印刷壓力

印刷壓力
具體來說,印刷網線產品、細小文字和線條時兩輥間壓力相對可大一些;大字及實地產品可相對小些。一般控制方法為:用0.10mm的厚薄規,在接觸點上塞進去。要多塞幾個點,而且要在比較緊的情況下塞進去。也可將牛皮紙裁切成60-80mm的長條,放在接觸點上,按網紋輥長度,長則均勻放4―6條,短則放3條。將墨斗輥調整到牛皮紙在比較緊的情況下能夠拉動,若拉起來感覺輕或厚薄規塞進去很輕鬆,則說明二者之間有間隙,屬於不正常。墨斗輥與網紋輥一定要在接觸狀態下進行工作。現在有的企業印刷所使用的網紋輥線數偏高,在印刷色塊和大的文字時,墨量不夠,因此操作者常常採用加大墨斗輥與網紋輥間隙的方法來增加供墨量。但是上述二者之間一有間隙就失去了網紋輥定量供墨的作用。因此使用網紋輥一定要有“定量”供墨的概念,不能用間隙來調整墨量,有間隙墨量就控制不好,實地印不平服,會出現燈芯絨狀條痕;網線版會產生色差。如果墨斗輥與網紋輥在正常接觸狀態下,網紋輥網牆上的油墨仍不能擠掉,則說明油墨的粘度過高,應調整油墨粘度,靠加大墨斗輥與網紋輥之間的壓力是無濟於事的。
印刷壓力的表示方法就有很多形式,歸納起來主要有以下三種:
壓縮量
印刷壓力
線壓力

印刷壓力
壓強
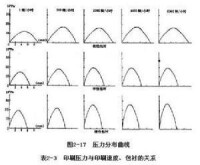
壓強是指單位面積上所受壓力。用它來表示印刷壓力是一個比較科學的方法,也是印刷工作者最關心的問題,其單位是N/m。(Pa),這對於早期平壓平印刷機當然是比較理想的,而對現今圓壓圓膠印機,這種表示方法則有一定困難。因為它首先必須使用一種特殊的測定裝置求出滾筒接觸寬度的壓力分佈,以便測定其最高壓力。即使如此也不可能準確地表示出施加於版面上各部分的壓力。除實地版外,很難說明它是準確的,目前正在根據這種表示方法針對印刷壓力進行各種研究。
這個壓力帶是指勻墨輥與網紋輥之間的壓力,它的主要功能是控制水墨傳遞的大小及均勻度。兩輥之間的壓力大(間隙小),網紋輥面上的墨量相對較少,反之則墨量較多。這一印刷壓力的大小與印刷面積的大小有關,一般而言印刷面積較大的壓力可輕些,以增加水墨量來提高墨層的厚度,鮮艷度。而印刷面積較小和較為細膩的文字圖案,其壓力則要略大一些,以減少墨量提高細小文字的清晰度,這一壓力大小的原則一般視產品的特性而定。網點印刷時,壓力相對大一些,細小文字線條壓力可略大一些,大字及大實地產品可相對小些。

印刷壓力
這個壓力是指版輥與壓印輥對紙板的印刷壓力,這個壓力的作用是印版上的墨層準確無誤地轉印到紙板上,在印刷過程中,這是最後關鍵,壓力過大,印出的柔版網點呈鋪展狀,中間色淺,四周呈深圈,對圖像層次有很大影響,文字線條版則鋪展印跡雙邊,小字體易模糊,用手觸摸有明顯的凹陷感。正確的壓力是當印刷的印刷面(凸出部分)與紙板接觸時候,網點擴大最小,字線清晰,不雙印鋪展,文字圖像全部印刷出來,無漏白現象為最佳。壓入紙板深度不超過0.3mm,同時在印刷過程中,要根據印刷的具體情況而隨時加以調節,使之保持在最佳狀態。

基本信息
- 學科
- 印刷