平頭螺釘
用於建築工地等工程的螺釘
平頭螺釘是作用為多用於建築工地等工程的螺釘。其特點是該螺釘本體的軸面形成有軸向延伸的螺牙,並在其尾端部設有至少一割槽。
平頭螺釘,其具有一螺釘本體,該螺釘本體的軸面形成有軸向延伸的螺牙,並在其尾端部設有至少一割槽,該割槽上方的切槽口再往螺釘本體的中心挖設一排屑槽,該排屑槽深入於螺釘本體內部且超越其中心線一預定角度,提供避免切屑阻塞切槽口的作用。多用於建築工地,水力發電站電力系統等領域。
平頭螺釘:螺釘本體的軸面形成有軸向延伸的螺牙,在尾端最少有一道割槽。在切槽口向螺釘的中心挖設一排屑槽,屑槽要深入螺釘體內並超越中心線一預定角度,主要作用是為了避免切屑阻塞切槽口。
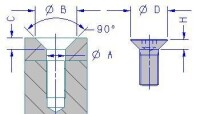
沉頭螺釘:螺釘頭部成90度的錐體,頭部有工具擰緊槽,有一字槽、十字槽、內六角槽、梅花槽等。
平頭螺釘與沉頭螺釘區別:
其一:接觸面的不同,平頭螺釘和工件接觸面為位平面,而沉頭螺釘則是位錐面;
其二:受力的不同,平頭螺釘受力較大,而沉頭螺釘受力較小;
其三:組合不同,平頭螺釘可以這平墊片組合使用,而沉頭螺釘只能和帶錐度的墊片組合使用;

平頭螺釘
1、公制平頭螺絲(F.H.S.S)沉頭孔設計:
| 頭部尺寸 | 絲孔尺寸 | 拔頭尺寸 | ||||
| 不常用 | 常用 | φD | H | φA | φB | C |
| M3 | 6 | 1.7 | 4 | 8 | 2 | |
| M4 | 8 | 2.3 | 5 | 10 | 2.5 | |
| M5 | 10 | 2.8 | 6 | 12 | 3 | |
| M6 | 12 | 3.3 | 7 | 14 | 3.5 | |
| M8 | 16 | 4.4 | 9 | 19 | 5 | |
| M10 | 20 | 5.5 | 11 | 23 | 6 | |
| M12 | 24 | 6.5 | 14 | 27 | 6.5 | |
平頭螺釘
2、美製平頭螺絲(F.H.S.S)沉頭孔設計:
| 頭部尺寸 | 絲孔尺寸 | 拔頭尺寸 | ||||
| 美製規格 | 公稱直徑 | φD | H | φA | φB | C |
| No.5 | 3.175 | 5.21 | 1.27 | 4 | 7 | 1.5 |
| No.8 | 4.166 | 9.12 | 2.73 | 5 | 11 | 3 |
| No.10 | 4.826 | 10.44 | 3.32 | 6 | 13 | 3.5 |
| 1/4 | 6.35 | 13.49 | 4.08 | 7 | 16 | 4.5 |
| 5/16 | 7.938 | 16.66 | 4.87 | 9 | 20 | 5.5 |
| 3/8 | 9.925 | 19.83 | 5.66 | 11 | 23 | 6 |
| 1/2 | 12.7 | 23.82 | 6.07 | 14 | 27 | 6.5 |
一、目的:把線材加熱到適當的溫度,保持一定時間,再慢慢冷卻,以調整結晶組織,降低硬度,改良線材常溫加工性。
二、作業流程:
1、入料:將需要處理的產品吊放爐內,注意爐蓋應蓋緊。一般一爐可同時處理7卷(約1.2噸/卷)。
2、升溫:將爐內溫度緩慢(約3-4小時)升至規定溫度。
3、保溫:材質1018、1022線材在680℃-715℃下保持4-6h,材質為10B21,1039,CH38F線材在740℃-760℃下保持5.5-7.5 h。
4、降溫:將爐內溫度緩慢(約3-4小時)降至550℃以下,然後隨爐冷卻至常溫。
三、品質控制:
1、硬度:材質為1018、1022線材退火后硬度為HV120-170,材質為中碳線材退火后硬度為HV120-180。
2、外觀:表面不得有氧化膜及脫碳現象。
一、目的:除去線材表面的氧化膜,並且在金屬表面形成一層磷酸鹽薄膜,以減少線材抽線以及冷墩或成形等加工過程中,對工模具的擦傷。
二、作業流程:
1、酸洗:將整個盤元分別浸入常溫、濃度為20-25%的三個鹽酸槽數分鐘,其目的是除去線材表面的氧化膜。
2、清水:清除線材表面的鹽酸腐蝕產物。
3、草酸:增加金屬的活性,以使下一工序生成的皮膜更為緻密。
4、皮膜處理:將盤元浸入磷酸鹽,鋼鐵表面與化成處理液接觸,鋼鐵溶解生成不溶性的化合物,附著在鋼鐵表面形成皮膜。
5、清水:清除皮膜表面殘餘物。
一、目的:將盤元冷拉至所需線徑。實用上針對部分產品又可分粗抽(剝殼)和精抽兩個階段。
二、作業流程:盤元經酸洗之後,通過抽線機冷拉至所需線徑。適用於大螺絲、螺帽、牙條所用線材。
一、目的:將線材經冷間鍛造(或熱間鍛造),以達到半成品之形狀及長度(或厚度)。
二、作業流程:
1、切斷:通過可動的剪刀單向移動,將卡於剪模內的線材切成所需胚料。
2、一衝:后沖模頂住胚料沖模擠壓胚料,初步成型,之後后沖模將胚料推出。
3、二沖:胚料進入第二打模,二沖模擠壓,胚料呈扁圓狀,之後后沖模將胚料推出。
4、三沖:胚料進入第三打模,通過六角三沖模仁剪切,胚料六角頭初步形成,之後,后沖模將胚料推入第三打模,切料自平頭切斷,平頭形成。
目前市場上標準件主要有碳鋼、不鏽鋼、銅三種材料。
1、低碳鋼C%≤0.25% 國內通常稱為A3鋼。國外基本稱為1008,1015,1018,1022等。主要用於4.8級螺栓及4級螺母、小螺絲等無硬度要求的產品。(註:鑽尾釘主要用1022材料。)。
2、中碳鋼0.25% 銅。常用材料為黃銅,鋅銅合金。市場上主要用H62、H65、H68銅做標準件。
銅。常用材料為黃銅,鋅銅合金。市場上主要用H62、H65、H68銅做標準件。
3、高碳鋼C%>0.45%。目前市場上基本沒使用。
不鏽鋼。性能等級:45,50,60,70,80 主要分奧氏體(18%Cr、8%Ni)耐熱性好,耐腐蝕性好,可焊性好。A1,A2,A4 馬氏體、13%Cr耐腐蝕性較差,強度高,耐磨性好。C1,C2,C4鐵素體不鏽鋼。18%Cr鐓鍛性較好,耐腐蝕性強於馬氏體。目前市場上進口材料主要是日本產品。按級別主要分SUS302、SUS304、SUS316。
平頭螺釘
平頭可分為全沉頭和半沉頭,平頭錐角一般有3種沉頭型式:900、1000和1200。在俄羅斯的標準體系中,習慣使用900和1200平頭。1200平頭主要用於薄壁結構(如薄蒙皮),但因頭部厚度較薄,扳擰槽的深度不好控制,槽過淺,扳擰性能太差,裝拆螺栓時容易“打滑”;槽過深,則會削弱釘頭強度,容易掉頭。在ISO/TC2標準體系中,只有900平頭,而在ISO/TC20/SC4標準體系中,只有1000平頭和1000小平頭。小平頭是指頭部高度減小的型式,用於航空航天器的薄壁結構,由於平頭螺栓結構的特點,頭部強度一般低於螺桿強度或螺紋強度,平頭螺栓進行拉伸破壞試驗時,螺栓頭部一般總是先被破壞。

基本信息
- 中文名
- 平頭螺釘
- 運用領域
- 建築工地,水力發電站等
- 材質
- 碳鋼、不鏽鋼、銅
- 類別
- 螺釘
- 功能
- 為了避免切屑阻塞切槽口
- 特點
- 螺釘本體的中心挖設一排屑槽
目錄