鉛箔
鉛箔
鉛合金的塑性變形抗力小,易於承受各種壓力加工成形,鑄坯不用均勻化處理及加熱,即可直接進行軋制、擠壓或拉伸成建築及其他工業上所需的板、帶、管、棒和線材,也不需中間退火。
對這類用途,純鉛(99.99%)的強度不夠,但含Sb 1~12%和Cu 0.06%的鉛基合金能滿足要求。一般用於壓延鉛板,作屋頂和化工設備襯裡等材料,含Sb 6%或略低。這類合金具有優良的耐水、耐大氣和耐化學腐蝕,特別是耐硫酸腐蝕,因而廣泛應用於化工、冶金和建築等耐蝕設備。厚度0.025~0.0125mm的鉛-銻箔,用於防光、防潮和防輻射。
錫箔、鉛箔及合金箔和鋅箔系採用牌號為Sn1、Sn2、Sn3、Sn4、SnSb2.5、SnPb13.5-2.5、Pb2、Pb3、Pb4、Pb5、PbSb3.5、Zn2、Zn3材質生產。其化學成分應符合GB728-65、GB469-64、GB470-64和下表的規定。它用於電氣及儀錶工業部門製造零部件。交貨狀態為硬(Y)態。
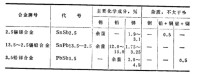
箔規定表
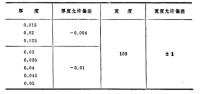
箔材尺寸規格表
②厚度等於和小於0.03毫米的箔材,許可有個別的、對光用肉眼能見到的、但不形成條狀和局部聚積的針孔。
③箔材須纏在內徑為63-67毫米的金屬或其他材料的襯筒上,襯筒的長度應比箔材寬度大2毫米。成卷箔材的直徑不應小於100毫米,每卷張數不應多於5張,每張不短於5米。卷的兩端須整齊、清潔。
作為加工用的純鉛,工業應用的牌號有二號至六號鉛(Pb2~6),其含鉛量為99.99%~99.50%,雜質總量0.01%~0.5%。作為加工用的鉛合金主要有Pb~Sb系列(含Sb量0.3%~14%),Pb~Sb-Cu~Sn系列以及Pb~Ag系列等。這些合金產品形式雖有板、帶、箔、管、棒及線等多種,然而幾乎都用予耐酸、耐蝕與防護的場合。
鉛及其合金板、帶、箔材的生產工藝較簡單,鑄造后可利用餘熱粗軋(熱軋),且由於再結晶溫度低,在生產過程中不必採用中間退火及酸洗工序。下面作為例子列出Pb2~6 0.05×100mm鉛箔的生產過程:
連鑄125×1450×1500mm的鉛錠,利用餘熱(200~250℃)在Φ750×3353mm二輥軋機上軋至厚度70mm坯料,卷取→在同上規格軋機上成卷粗軋至厚度15mm帶坯→在同上規格軋機上中軋至厚度3mm的帶卷→剪切→Φ200×500mm二輥軋機上精軋至成卷厚度0.05mm→分條剪切成0.05x100mm鉛箔一檢驗包裝。由此可見,其生產工藝確是簡單,設備要求不高軋制時的道次加工率,視設備情況可在較大範圍變化。軋制時要採用機油加火油一類潤滑劑。