鋁箔
用金屬鋁壓成薄片的燙印材料
一種用金屬鋁直接壓延成薄片的燙印材料,其燙印效果與純銀箔燙印的效果相似,故又稱假銀箔。由於鋁的質地柔軟、延展性好,具有銀白色的光澤,如果將壓延後的薄片,用硅酸鈉等物質裱在膠版紙上製成鋁箔片,還可進行印刷。但鋁箔本身易氧化而顏色變暗,摩擦、觸摸等都會掉色,因此不適用於長久保存的書刊封面等的燙印。
鋁箔優良,廣泛食品、飲料、香煙、藥品、照底板、庭品,包裝材料;電解電容器材料;建築、車輛、船舶、房屋等的絕熱材料;還可以作為裝飾的金銀線、壁紙以及各類文具印刷品和輕工產品的裝潢商標等。在上述各種用途中,能最有效地發揮鋁箔性能點的是作為包裝材料。鋁箔是柔軟的金屬薄膜,不僅具有防潮、氣密、遮光、耐磨蝕、保香、無毒無味等優點,而且還因為其有優雅的銀白色光澤,易於加工出各種色彩的美麗圖案和花紋,因而更容易受到人們的 青睞。特別是鋁箔與塑料和紙複合之後,把鋁箔的屏蔽性與紙的強度、塑料的熱密封性融為一體,進一步提高了作為包裝材料所必需的對水汽、空氣、紫外線和細菌等的屏蔽性能,大大拓寬了鋁箔的應用市場。由於被包裝的物品與外界的光、濕、氣等充分隔絕,從而使包裝物受到了完好的保護。尤其是對蒸煮食品的包裝,使用這種複合鋁箔的材料,至少可以保證食物一年以上不變質。而且,加熱和開包都很方便,深受消費者的歡迎。
青睞。特別是鋁箔與塑料和紙複合之後,把鋁箔的屏蔽性與紙的強度、塑料的熱密封性融為一體,進一步提高了作為包裝材料所必需的對水汽、空氣、紫外線和細菌等的屏蔽性能,大大拓寬了鋁箔的應用市場。由於被包裝的物品與外界的光、濕、氣等充分隔絕,從而使包裝物受到了完好的保護。尤其是對蒸煮食品的包裝,使用這種複合鋁箔的材料,至少可以保證食物一年以上不變質。而且,加熱和開包都很方便,深受消費者的歡迎。
鋁箔
隨提旅遊業展,啤酒、汽飲料罐食品需求量益增,需化包裝裝潢,際市競爭。適市求,屏蔽塑料薄膜噴鍍箔等包裝材料,但它們的綜合性能都不如過塗層和層壓加工能得到彌補和改善。因此可以說,鋁箔是具有多種優良性能,比較完美的包裝材料,在諸多領域中都充分顯示出它廣闊的應用前景。
提軋制效率鋁箔產品質量,化鋁箔軋卷、寬幅、速、化展。鋁箔軋輥寬達,軋制速達/,卷達。軋機自動化水平也大大提高,普遍安裝了厚度控制系統(AGC),大多數安裝了板形儀(AFC)。鋁箔工業正面臨一個高速發展的時期。
鋁箔按厚度差異可分為厚箔、單零箔和雙零箔。
鋁箔
①厚箔(“heavy gaugefoil"):厚度為0.1~0.2mm的箔。
②單零箔(“medium gauge foil”):厚度為0.01mm和小於0.1mm/的箔。
③雙零箔(“light gauge foil”):所謂雙零箔就是在其厚度以mm為計量單位時小數點後有兩個零的箔,通常為厚度小於0.01的鋁箔,即0.005~0.009mm的鋁箔。國外有時把厚度≤40ltm的鋁箔稱為“light gauge foil”,而把厚度>40btm的鋁箔統稱為“heavy gauge foil”。
鋁箔按形狀可分為卷狀鋁箔和片狀鋁箔。鋁箔深加工毛料大多數呈卷狀供應,只有少數手工業包裝場合才用片狀鋁箔。
鋁箔按狀態可分為硬質箔、半硬箔和軟質箔。
①硬質箔:軋制后未經軟化處理(退火)的鋁箔,不經脫脂處理時,表面卜有殘汕。因此硬質箔在印刷、貼合、塗層之前必須進行脫脂處理,如果用於成形加工則可直接使用。
②半硬箔:鋁箔硬度(或強度)在硬質箔和軟質箔之間的鋁箔,通常用於成形加工。
③軟質箔:軋制后經過充分退火而變軟的鋁箔,材質柔軟,表面沒有殘油。大多數應用領域,如包裝、複合、電工材料等,都使用軟質箔。
鋁箔按表面狀態可分為一面光鋁箔和兩面光鋁箔。
鋁箔
①單面光鋁箔:雙合軋制的鋁箔,分卷后一面光亮,—面發烏,這樣的鋁箔稱為一面光鋁箔。一面光鋁箔的厚度通常不超過0.025mm。
②雙面光鋁箔:單張軋制的鋁箔,兩面和軋輥接觸,鋁箔的兩面因軋輥表面粗糙度不同又分為鏡面二面光鋁箔和普通二面光鋁箔。二面光鋁箔的厚度一般不小於0.01mm。
鋁箔按加工狀態可分為素箔、壓花箔、複合箔、塗層箔、上色鋁箔和印刷鋁箔。
①素箔:軋制后不經任何其他加工的鋁箔,也稱光箔。
②壓花箔:表面上壓有各種花紋的鋁箔。
③複合箔:把鋁箔和紙、塑料薄膜、紙板貼合在—起形成的複合鋁箔。
④塗層箔:表面上塗有各類樹脂或漆的鋁箔。
⑤上色鋁箔:表面上塗有單一顏色的鋁箔。⑥印刷鋁箔:通過印刷在表面上形成各種花紋、圖案、文字或畫面的鋁箔,可以是一種顏色,最多的可達12種顏色。
軟性鋁箔還可以進一步打壓成四零箔,用於高檔裝潢。
鋁箔具有清潔,衛生及閃閃發亮的外表,它可與許多其它包裝材料做成集成包裝材料,而且鋁箔表面印刷效果比其它材料都好,除此之外鋁箔還有以下幾個特性:
(1)鋁箔表面極為乾淨、衛生、任何細菌或微生物都不能在其表面生長。
(2)鋁箔是一種無毒性的包裝材料,它可與食品直接接觸而沒有任何可危害人體健康的憂患。
(3)鋁箔為一種無味無臭的包裝材料,不會使包裝的食品有任何異味。
(4)若鋁箔本身並無揮發性,它本身以及包裝了的食品絕不會幹燥或收縮。
(5)無論在高溫或者在低溫下,鋁箔都不會有油脂滲透的現象發生。
(6)鋁箔為一種不透光的包裝材料,因此對於陽光線照射的產品,如人造奶油等是一種很好的包裝材料。
(7)鋁箔具有很好的可塑性,所以可用於包裝各種形狀的產品。也可任意造成各種形狀容器。
(8)鋁箔的硬度大,張力強度也大,但是其撕裂強度小,所以極易撕破。
(9)鋁箔本身無法加熱封密,必須在其表面塗抹可熱性的材料,如pe才能熱封閉。
(10)鋁箔與其他重金屬或重金屬類接觸時,可能會有不良反應。
在雙張箔的生產中,鋁箔的軋制分粗軋、中軋、精軋三個過程,從工藝的角度看,可以大體從軋制出口厚度上進行劃分,一般的分法是出口厚度大於或等於0.05mm為粗軋,出口厚度在0.013~0.05之間為中軋,出口厚度小於0.013mm的單張成品和雙合軋制的成品為精軋。粗軋與鋁板帶的軋制特點相似,厚度的控制主要依靠軋制力和后張力,粗軋加工率厚度很小,其軋制特點已完全不同於鋁板帶材的軋制,具有鋁箔軋制的特殊性,其特點主要有以下幾個方面:
(1)鋁板帶軋制。要使鋁板帶變薄主要依靠軋制力,因此板厚自動控制方式是以恆輥縫為AGC主體的控制方式,即使軋制力變化,隨時調整輥縫使輥縫保持一定值也能獲得厚度一致的板帶材。而鋁箔軋制至中精軋,由於鋁箔的厚度極薄,軋制時,增大軋制力,使軋輥產生彈性變形比被軋制材料產生塑性變形更容易些,軋輥的彈性壓扁是不能忽視的,軋輥的彈軋壓扁決定了鋁箔軋制中,軋制力已起不到像軋板材那樣的作用,鋁箔軋制一般是在恆壓力條件下的無輥縫軋制,調整鋁箔厚度主要依靠調整后張力和軋速度。
(2)疊軋。對於厚度小於0.012mm(厚度大小與工作輥的直徑有關)的極薄鋁箔,由於軋輥的彈性壓扁,用單張軋制的方法是非常困難的,因此採用雙合軋制的方法,即把兩張鋁箔中間加上潤滑油,然後合起來進行軋制的方法(也稱疊軋)。疊軋不僅可以軋制出單張軋制不能生產的極薄鋁箔,還可以減少斷帶次數,提高勞動生產率,採用此種工藝能批量生產出0.006mm~0.03mm的單面光鋁箔。
(3)速度效應。鋁箔軋制過程中,箔材厚度隨軋制度的升度而變薄的現象稱為速度效應。對於速度效應機理的解釋尚有待於深入的研究,產生速度效應的原因一般認為有以下三個方面:
1)、工作輥和軋制材料之間摩擦狀態發生變化,隨著軋制速度的提高,潤滑油的帶入量增加,從而使軋輥和軋制材料之間的潤滑狀態發生變化。摩擦係數減小,油膜變厚,鋁箔的厚度隨之減薄。
2)、軋機本身的變化。採用圓柱形軸承的軋機,隨著軋制速度的升高,輥頸會在軸承中浮起,因而使兩根相互作用受載的軋輥將向相互靠緊的方向移動。
3)、材料被軋制變形時的加工軟化。高速鋁箔軋機的軋制速度很高,隨著軋制速度的提高,軋制變形區的溫度開高,據計算變形區的金屬溫度可以上升到200℃,相當於進行一次中間恢復退火,因而引起軋制材料的加工軟化現象。
①總加工率的確定,總加工率是指箔材在經過再結晶退火後到軋制出成品,總的變形程度。一般來說,1系的總加工率可以達到99%以上,部分8系的產品也可以達到這個值,但是鋁合金箔的總加工率一般在90%以下。
②道次加工率的確定,道次加工率的確定是軋制工藝過程的核心,純鋁系列產品,其道次加工率可以達到65%,坯料退火后的第一道次,不宜採用過大的加工率,一般取50%左右。
鋁箔軋制時的厚度測量方法主要有渦流測厚、同位素射線測厚和X射線測厚。X射線測厚是在目前的鋁箔生產中,尤其是高速鋁箔軋機中使用最為普遍的一種測厚方法。鋁箔軋制時的厚度控制方法:軋制力控制、張力控制、軋制速度控制、張力/速度、速度/張力控制。
鋁箔的主要缺陷有:
(1)針孔。針孔是鋁箔材的主要缺陷。原料中,軋輥上,軋制油中,甚至空氣中的塵埃尺寸達到6μm左右進入輥縫均會引起針孔,所以6μm鋁箔沒有針孔是不可能的,只能用多少和大小評價它。由於鋁箔軋制條件的改善,特別是防塵與軋制油有效地過濾和方便的換輥系統的設置,鋁箔針孔數目愈來愈依賴於原料的冶金質量和加工缺陷,由於針孔往往是原料缺陷的脫落,很難找到與原缺陷的對應關係。一般認為,針孔主要與含氣量、夾雜、化合物及成分偏析有關。採取有效的鋁液凈化、過濾、晶粒細化均有助於減少針孔。當然採用合金化等手段改善材料的硬化特性也有助於減少針孔。優質的熱軋材軋制的6μm鋁箔針孔可在100個/㎡以下。鑄軋材當凈化較好時,6μm鋁箔針孔在200個/㎡以下。在鋁箔軋制過程中,其他造成針孔的因素也很多,甚至是災難性的,每平方米數以千計的針孔並不稀奇。軋制油的有效過濾,軋輥短期更換及防塵措施均是減少鋁箔針孔所必備的條件,而採用大軋制力,小張力軋制也會對減少針孔有所幫助。
(2)輥印、輥眼、光澤不均。它主要是軋輥引起的鋁箔缺陷,分為點、線、面三種。最顯著的特點三周期出現。造成這種缺陷的主要原因為:軋輥不正確的磨削;外來物損傷軋輥:來料缺陷印傷軋輥;軋輥疲勞;輥間撞擊、打滑等。所有可以造成軋輥表面損傷的因素,均可對鋁箔軋制形成危害。因為鋁箔軋制輥面光潔度很高,輕微的光澤不均勻也會影響其表面狀態。定期的清理軋機,保持軋機的清潔,保證清輥器的正常工作,定期換輥,合理磨削,均是保證鋁箔軋后表面均勻一致的基本條件。
(3)起皺。由於板形嚴重不良,在鋁箔卷取或展開時會形成皺摺,其本質為張力不足以使箔面拉平。對於張力維20MPa的裝置,箔面的板形不得大於30I,當大於30I時,必然起皺。由於軋制時鋁箔往往承受比後續加工更大的張力,一些在軋制時僅僅表現為板形不良,包括軋輥磨削不正確,輥型不對,來料板形不良及調整板形不正確。
(4)亮點、亮痕、亮斑。雙合面由於雙合油使用不當引起的亮點、亮痕、亮斑,主要是因為雙合油油膜強度不足,或軋輥面不均引起軋制不均變形,外觀呈麻皮或異物壓入狀。選用合理的雙合油,保持來料清潔和軋輥的輥面均勻是解決這類缺陷的有效措施。當然改變壓下量和選擇優良的鋁板也是必要的。
(5)厚差。厚差難於控制是鋁箔軋制的一個特點,3%的厚差在板材生產時也許不難,而在鋁箔生產時卻非常困難。原因在於厚度薄,其他微量條件均可造成影響,如溫度、油膜、油氣濃度等。鋁箔軋制一卷可達幾十萬米,軋制時間長達10h左右,隨時間延長,厚差很易形成,而對厚度調整的手段僅有張力速度。這些因素均造成了鋁箔軋制的厚控困難,所以,真正控制厚差在3%以內,需要許多條件來保證,難度相當大
(6)油污。油污是指軋制后鋁箔表面帶上了多餘的油,即除軋制油膜以外的油。這些油往往由輥頸處或軋機出口上、下方甩、濺、滴在箔面上,且較臟,成分複雜。鋁箔表面帶油污比其他軋制材帶油污危害更大,一是由於鋁箔成品多數作為裝飾或包裝材料,必須有一個潔凈的表面;二是其厚度薄,在後道退火時易形成泡狀,而且由於油量較多在該處形成過多的殘留物而影響使用。油污缺陷多少是評價鋁箔質量的一項很重要的指標。
(7)水斑。水斑是指在軋制前有水滴在箔面上,軋制后形成的白色斑跡,較輕微時會影響箔面表面狀況,嚴重時會引起斷帶。水斑是由於油中有水珠或軋機內有水珠掉在箔面上形成的,控制油內水分和水源是避免水斑的惟一措施。
(8)振痕。振痕是指鋁箔表面周期性的橫波。產生振痕原因有兩種:一種是由於軋輥磨削時形成的,周期在10~20mm左右;另一種是軋制時由於油膜不連續形成振動,常產生在一個速度區間,周期為5~10mm。產生振痕的根本原因是油膜強度不足,通常可以採用改善潤滑狀態來消除。
(9)張力線。當厚度達到0.015mm以下時,在鋁箔的縱向形成平行條紋,俗稱張力線。張力線間距在5~20mm左右,張力愈小,張力線愈寬,條紋愈明顯。當張力達到一定值時,張力線很輕微甚至消失。厚度愈小產生張力線的可能性愈大,雙合軋制產生張力線的可能性較單張大。增大張力和軋輥粗糙度是減輕、消除張力線的有效措施,而大的張力必須以良好的板形為基礎。
(10)開縫。開縫是箔材軋制特有的缺陷,在軋制時沿縱向平直地裂開,常伴有金屬絲線。開縫的根本原因是入口側打折,常發生在中間,主要由於來料中間松或軋輥不良。嚴重的開縫無法軋制,而輕微的開縫在以後的分切時裂開,這往往造成大量廢品。
(11)氣道。在軋制時間斷出現條狀壓碎,邊緣呈液滴狀曲線,有一定寬度,輕度的氣道未壓碎,呈白色條狀並有密集針孔。在壓碎鋁箔的前後端存在密集針孔是判斷氣道與其他缺陷的主要標誌。氣道來源於原料,選擇含氣量低的材料作為鋁毛坯是非常重要的。
(12)卷取缺陷。卷取缺陷主要指松卷或內松外緊。由於鋁箔承受的張力有限,卷取硬卷就很困難。取得里緊外松的卷是最理想的,而足夠的張力是形成一定張力梯度的條件。所以,卷取質量最終依賴於板形好壞,內松外緊的卷會形成橫棱,而松卷則會形成橢圓,這均會影響以後加工。
鋁箔軋制缺陷種類儘管很多,但最終主要表現為:以孔洞為特徵的針孔、輥眼、開縫、氣道;以表面狀況為特徵的油污、光澤不均、振痕、張力線、水斑、亮點亮斑;以影響后工序加工的板形、起皺、打折、卷取不良;以尺寸為特徵的厚差等。實質上,鋁箔特有的缺陷只有針孔一類,其他幾種缺陷板材也同樣有,只不過表現的嚴重程度不同或要求不同而已。
腐蝕產生的主要原因,主要是在生產過程中及流通過程中,產品受潮或遇水。因此,控制腐蝕廢品的產生,主要是防止鋁箔接觸水。防腐措施:①加強空氣乾燥器的管理,確保壓縮空氣中無水分。②加強軋制油的管理,其含水量控制在400×0.000001以下。③鋁箔卷的包裝應採用密封包裝,同時每卷應放入適量的乾燥劑。④包裝箱的木軸、箱板的濕度不大於18%,包裝鋁卷的溫度不大於45攝氏度。⑤由低溫區運入溫度高、濕度大的地區不要立即開啟密封包裝。⑥車間、倉庫房頂有漏雨、雪的地方,不應放置鋁箔卷。⑦由低溫區向高溫地區運送鋁箔時,要加強包裝的密封,有必要時,還要加放乾燥劑。⑧在雨季包裝鋁箔產品時,要加強密封包裝,並加放乾燥劑。
鋁箔是鋁加工材產業中附加值較高的細分產品,行業發展迅速,市場規模與產銷量連年保持高速增長,由於其在導熱、循環利用領域優異的應用性能,使得鋁箔在家電、包裝等方面的應用得到極大拓展。
鋁箔出口數據
我國包裝工業的發展,極大地帶動了鋁箔行業的消費,“十二五”期間建設民生工程、發展低碳經濟對高性能鋁箔材將有較強的需求。目前我國鋁箔年需求量已達到30萬噸以上,中國已經發展成為僅次於美國和日本的第三包裝大國,未來幾年,包裝用鋁箔的增速將大幅超過我國空調及電纜等用途的增速。
幾種鋁箔重點產品介紹
(一)空調箔
空調箔是製造空調器用熱交換器翅片的專用材料,早期使用的空調箔是素箔。為了改善素箔表面性能,在成形前塗以防腐的無機塗層和親水的有機塗層,形成親水箔。親水箔占空調箔總量的50%,其使用比例會進一步提高。另外還有一種憎水箔,使翅片表面具有憎水的功能,防止冷凝水沾附著。由於憎水箔改善表面除霜性的技術有待進一步研究,實際生產很少。
空調箔厚度為0.1mm~0.15mm。隨著技術的發展,空調箔有進一步減薄的趨勢,日本的主導產品厚度為0.09mm。在極薄的狀態下,鋁箔要具有良好的成形性,其組織和性能必須均勻,冶金缺陷少,各向異性小,同時要求強度較高,延展性好,厚度均勻,平直度好。空調箔的規格和合金比較單一,適合大規模生產,但其市場季節性強,對於空調箔的專業生產廠家,很難解決旺季供不應求和淡季幾乎無需求的矛盾。
由於市場需求的強勁帶動,近幾年我國空調箔的生產能力和技術水平不斷提高,現已形成大中小、高中低生產空調箔的企業群體,一些大型企業如華北鋁、渤海鋁的產品質量基本已達到國際先進水平。由於國內生產能力過剩,市場競爭異常激烈。
(二)捲煙包裝箔
我國是世界上最大的捲煙生產和消費大國,目前我國有146家大型捲煙廠,年產捲煙總量3400萬大箱,基本都採用香煙箔包裝,其中30%採用噴鍍箔,70%採用壓延鋁箔,壓延鋁箔消耗量3.5萬噸,隨著人民健康意識的增強以及國外進口香煙衝擊,煙箔需求量的增長明顯減緩,預計近幾年會略有增加。我國香煙包裝箔佔到雙零箔總量的70%,目前國內有兩三家企業能生產優質煙箔,技術水平與國際水平相當,但國產煙箔總體質量與國際水準有一定差距。
(三)裝飾用箔
裝飾箔是通過鋁--塑複合的形式應用的裝飾材料,利用了鋁箔著色性好、光熱反射率高的特性。主要用於建築、傢具的裝飾和一部分禮品盒包裝。裝飾箔在我國建築業的應用是從20世紀90年代開始的,由上海、北京、廣州等中心城市向全國各地快速蔓延,近幾年需求量急劇增加,一般作為樓房內壁和室內傢具的裝飾材料,在商業機構的門面和室內裝飾中也有廣泛應用。
裝飾箔具有隔熱、防潮、隔音、防火和易於清洗等優點,而且外表豪華,加工方便,施工安裝速度快。目前我國建築、家裝行業已形成裝飾箔的應用熱潮。隨著我國建築業的快速發展和裝飾箔應用的不斷普及,裝飾箔需求量還會有大幅度的增加。另外,採用裝飾箔包裝禮品在國外非常盛行,近幾年在我國的發展速度很快,預計會有較好的前景。
(四)電纜箔
電纜箔是利用鋁箔的密閉性和屏蔽性,單面或雙面塗敷上塑膜后,構成的鋁#塑複合箔,用作電纜的護罩。電纜箔要求表面帶油量少,無孔洞,具有較高的力學性能,總體質量要求不高,但對長度要求極為嚴格。
國內先進冷軋機、萬軋機和鋁箔粗軋機都能生產,但市場成長性差,國內每年需求量為2.5萬噸左右。
廢舊鋁箔製備聚合氯化鋁
聚合氯化鋁是常用的一種無機高分子絮凝劑。生產聚合氯化鋁的原料來源之廣泛為其發展典定了基礎。尤其是生產工藝的多種多樣,為聚合氯化鋁的發展提供了方便。
國際國內對無機高分子絮凝劑的生產和應用已具規模,理論研究也取得深入發展。製備原料主要有 利用鋁土礦、氫氧化鋁、廢分子篩催化劑等,製備方法主要有濕法、電解法等。有學者認為廢鋁箔具有很高的回收再利用的經濟價值。他通過實驗研究利用廢鋁箔製備聚合氯化鋁的最佳條件及凈水的適用範圍。
利用鋁土礦、氫氧化鋁、廢分子篩催化劑等,製備方法主要有濕法、電解法等。有學者認為廢鋁箔具有很高的回收再利用的經濟價值。他通過實驗研究利用廢鋁箔製備聚合氯化鋁的最佳條件及凈水的適用範圍。
鋁箔
隨著工業的發展和城市人口的快速增長,水資源污染日益嚴重,需要凈化處理的污水也日益增多,對凈水劑的需求量不斷增大。由於聚合氯化鋁分子中帶有數量不等的羥基,當聚合氯化鋁加入混濁源水后,在源水的pH條件下繼續水解,伴隨著發生凝聚、吸附、沉澱等一系列物理、化學過程,從而達到凈化水的目的。廢鋁箔來源十分廣泛,主要來源於香煙、食品及藥品包裝等,其主要成分是金屬鋁,具有很高的回收再利用的經濟價值和社會價值。經實驗研究,利用廢鋁箔制聚合氯化鋁的最佳條件及適用範圍,在提高資源利用率、保護環境等方面具有一定的現實意義。
我國鋁箔消費量呈逐年增長趨勢,從2001年的30萬噸增長到2010年約130萬噸,年複合增長率達到18%;雖然我國是僅次於美國的全球第二大鋁箔消費國,但我國鋁箔市場還有較大的上升空間。
專業化鋁箔企業在生產經營上,需要精雕細琢,以擅長的專業技能、全方位滿足特定鋁箔市場用戶的需求,並結合用戶產品的不斷創新,研發更適用的新型鋁箔材料。專業化鋁箔企業通過向特定用戶提供特種高質量、高性能、高附加值的產品和服務,從而獲取穩定的營業收入。
鋁箔企業可與鋁加工市場研究機構合作,對其市場進行充分研究論證,採用專業化發展的模式,在細分鋁箔市場做出品牌。雖然新型鋁箔市場橫向規模不大,但可縱向延伸產業鏈,將鋁箔材料加工製作成終端製品,依靠產品的高附加值可抵消專業市場容量規模的不足,依靠專業化品牌的競爭優勢,仍可獲得較好的經營效益。
鋁箔
1.抑制電池極化,減少熱效應,提高倍率性能;
2.降低電池內阻,並明顯降低了循環過程的動態內阻增幅;
3.提高一致性,增加電池的循環壽命;
4.提高活性物質與集流體的粘附力,降低極片製造成本;
5.保護集流體不被電解液腐蝕;
6.改善磷酸鐵鋰、鈦酸鋰材料的加工性能。
塗層雙面厚度:A款4~6μm,B款2~3μm。
導電塗層
利用功能塗層對電池導電基材進行表面處理是一項突破性的技術創新,覆碳鋁箔/銅箔就是將分散好的納米導電石墨和碳包覆粒,均勻、細膩地塗覆在鋁箔/銅箔上。它能提供極佳的靜態導電性能,收集活性物質的微電流,從而可以大幅度降低正/負極材料和集流之間的接觸電阻,並能提高兩者之間的附著能力,可減少粘結劑的使用量,進而使電池的整體性能產生顯著的提升。塗層分水性(水劑體系)和油性(有機溶劑體系)兩種類型。
塗碳鋁箔/銅箔的性能優勢

鋁箔電池
明顯降低電芯動態內阻增幅;
提高電池組的壓差一致性;
延長電池組壽命;
大幅降低電池組成本。
2.提高活性材料和集流體的粘接附著力,材料柔軟,易於加工,降低極片製造成本。如:
改善使用水性體系的正極材料和集電極的附著力;
改善納米級或亞微米級的正極材料和集電極的附著力;
改善鈦酸鋰或其他高容量負極材料和集電極的附著力;
提高極片製成合格率,降低極片製造成本。
使用塗碳鋁箔后極片粘附力由原來10gf提高到60gf(用3M膠帶或百格刀法),粘附力顯著提高。
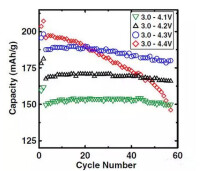
3.減小極化,提高倍率和克容量,提升電池性能。
如部分降低活性材料中粘接劑的比例,提高克容量;
改善活性物質和集流體之間的電接觸;
減少極化,提高功率性能。
其中C-AL為塗碳鋁箔,E-AL為蝕刻鋁箔,U-AL為光鋁箔
4.保護集流體,延長電池使用壽命。如:
防止集流極腐蝕、氧化;
提高集流極表面張力,增強集流極的易塗覆性能;
可替代成本較高的蝕刻箔或用更薄的箔材替代原有的標準箔材。
鋁箔
其中(1)為光鋁箔,(2)為蝕刻鋁箔,(3)為塗碳鋁箔

基本信息
- 中文名
- 鋁箔
- 軋制特點
- 鋁板帶軋制、疊軋、速度效應
- 特點
- 質地柔軟、延展性好,有銀白光澤
- 應用方面
- 包裝、電解電容器、絕熱等材料
- 別稱
- 假銀箔