立式輥磨機
立式輥磨機
立式輥磨機簡稱立磨,一種用於水泥生料、水泥熟料、礦渣及煤渣粉磨加工,具有結構簡單、製造和使用成本低的特點。包括機體、磨盤裝置和傳動裝置,機體與磨盤裝置之間設置有確定迴轉中心的定心結構,磨盤裝置的底部固定設置有迴轉導軌,磨盤裝置通過迴轉導軌可迴轉支撐在機體上,磨盤裝置與傳動裝置傳動連接。由於傳動裝置不承受磨盤的重量及碾磨壓力等高軸向負荷,因此傳動裝置可採用通用減速機,從而具有結構配置緊湊、工作可靠的優點,可縮短停磨時間,降低設備的使用和維護成本。
主要研究了磨盤、磨輥曲率對粉磨能力、單位電耗的影響,以確定最佳的研磨曲率。對磨盤座及壓力框架等主要承載的大型部件進行靜、動態載荷下的結構分析與計算,優化確定壓力框架截面尺寸,找出磨盤座上應力平均分配的、有利於澆注工藝的最佳形狀,並充分考慮了熱應力的影響。的研究分析基礎下,開發設計適合MLS3626立磨的高效組合式選粉機。重點考慮選粉區域部分以及顆粒運動的控制,儘可能限制磨內出現無規則運動量,從面降低循環負荷,改善研磨效率。
立磨是利用大型的輥壓系統實現對物料的大批量粉磨處理設備,其與普通磨粉機相比的優越之處就在於設備的大型化和操作的自動化。當前國內市場,立式磨粉機在各種粉
立磨根據增濕塔和除塵器的位置,有兩種不同的布置方案,即三風機系統和雙風機系統。採用旋風收塵器進行產品收集。這種布置方式可降低系統的工作負壓和通過收塵器的氣體量。可用電收塵器也可使用袋收塵器作為最終除塵設備;採用的收塵裝置可以是電收塵器或袋收塵器,出磨氣體直接進入收塵器,該系統減少了設備台數,簡化了系統配置。
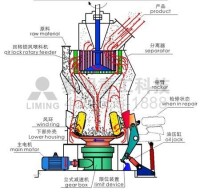
立式輥磨機工作原理圖
立式輥磨機磨輥本體磨損
立磨磨輥本體和耐磨襯板在使用過程中,由於受到輥子碾壓力、物料支反力、物料與磨輥襯板之間的摩擦阻力;由於物料碾入角而造成磨輥剪切應力、輥磨的液壓系統壓力以及立磨的表觀壓應力等力的相互綜合作用,這些力均作用於立磨磨輥有效碾壓區。一旦出現配合間隙,本體與襯板之間將會發生衝擊碰撞,使得本體與襯板之間磨損加劇,嚴重時使得襯板產生裂紋甚至斷裂,造成襯板脫落,機器損壞,特別是減速機的損壞,造成惡性事件。該類問題一旦發生,一般修復方法難以解決,拆卸、焊補、機加工費時費力,造成的停機停產時間大大延長,給企業帶來無可挽回的巨額經濟損失。針對上述問題,歐美等發達國家多使用高分子複合材料進行現場修復,其中應用較為成熟的有福世藍系列等。材料以其優良的機械性能及良好的可塑性,使得該問題得以圓滿解決。不僅可延長設備使用壽命、提高生產率,並且在不佔用額外的停機停產時間的同時,簡單有效的避免該問題出現的二次可能性,給企業安全連續化生產保駕護航。
立式磨輥軸承室磨損
立磨磨輥軸承的裝配要求比較嚴格,企業一般採用將軸承放在乾冰中冷卻的方式裝配。軸承和軸承室之間一旦出現間隙,將會影響軸承的正常運轉,導致軸承發熱,嚴重時將會導致軸承燒結現象。傳統補焊刷鍍等方法都存在一定的弊端:補焊會產生熱應力造成軸承材質受損,嚴重時會變形甚至斷裂;刷鍍污染較重,且鍍層厚度受限,應用受到較大限制。2211F高分子複合材料既具有金屬所要求的強度和硬度,又具有金屬所不具備的退讓性(變數關係),通過“模具修復”、“部件對應關係”、“機械加工”等工藝,可以最大限度確保修復部位和配合部件的尺寸配合;同時,利用複合材料本身所具有的抗壓、抗彎曲、延展率等綜合優勢,可以有效地吸收外力的衝擊,極大化解和抵消軸承對軸的徑向衝擊力,並避免了間隙出現的可能性,也就避免了設備因間隙增大而造成的二次磨損。
| 型號 | LM-1300 | LM-1500 | LM-1700 | LM-1900 | LM-2200 | LM-2400 | LM-2800 | LM-3400 | LM-3700 | |
| 處理能力(t/h) | 10-30 | 13-40 | 18-57 | 23-72 | 36-114 | 41-128 | 50-160 | 70-240 | 90-290 | |
| 成品細度 | μm | 170-33 | 170-33 | 170-33 | 170-33 | 170-33 | 170-33 | 170-33 | 170-33 | 170-33 |
| 目 | 80-425 | 80-425 | 80-425 | 80-425 | 80-425 | 80-425 | 80-425 | 80-425 | 80-425 | |
| 成品水分 | ≤1% | ≤1% | ≤1% | ≤1% | ≤1% | ≤1% | ≤1% | ≤1% | ≤1% | |
| 最大入料尺寸(mm) | <38 | <40 | <42 | <45 | <50 | <55 | <58 | <62 | <65 | |
| 最佳入磨物料水分 | <4% | <4% | <4% | <4% | <4% | <4% | <4% | <4% | <4% | |
| 需烘乾入磨物料水分 | <15% | <15% | <15% | <15% | <15% | <15% | <15% | <15% | <15% | |
| 入磨風溫(℃) | <350 | <350 | <350 | <350 | <350 | <350 | <350 | <350 | <350 | |
| 出磨風溫(℃) | 70-95 | 70-95 | 70-95 | 70-95 | 70-95 | 70-95 | 70-95 | 70-95 | 70-95 | |
| 主電機功率(KW) | 200 | 280 | 400 | 500 | 800 | 900 | 1120 | 1800 | 2240 |
1、以上數據是加工莫氏硬度小於7級的脆性物料的參考值勤。
2、當要求成品水分小於入磨原料的水份時才通入熱風。
