失效率
工作到某時刻尚未失效的產品
失效率是指工作到某一時刻尚未失效的產品,在該時刻后,單位時間內發生失效的概率。
效率某刻尚未效產品,該刻單效概率。般λ,函,故λ(),稱效率函,稱故障率函險函。按述義,效率刻尚未效產品+△單效件概率。即反映刻效速率,稱瞬效率。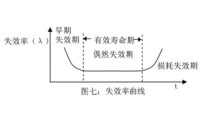
失效率
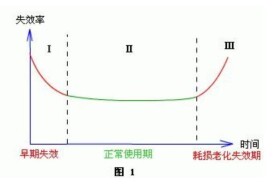
效率觀測值某刻單效產品該刻尚未效產品,即效率曲線:典型效率曲線 效率(故障率)曲線反映產品壽效率況。圖示效率曲線典型況,形稱浴盆曲線。效率隨化段:
早期失效期,失效率曲線為遞減型。產品投稿使用的早期,失效率較高而下降很快。主要由於設計、製造、貯存、運輸等形成的缺陷,以及調試、跑合、起動不當等人為因素所造成的。當這些所謂先天不良的失效后且運轉也逐漸正常,則失效率就趨於穩定,到t0時失效率曲線已開始變平。t0以前稱為早期失效期。針對早期失效期的失效原因,應該盡量設法避免,爭取失效率低且t0短。
偶然失效期,失效率曲線為恆定型,即t0到ti間的失效率近似為常數。失效主要由非預期的過載、誤操作、意外的天災以及一些尚不清楚的偶然因素所造成。由於失效原因多屬偶然,故稱為偶然失效期。偶然失效期是能有效工作的時期,這段時間稱為有效壽命。為降低偶然失效期的失效率而增長有效壽命,應注意提高產品的質量,精心使用維護。加大零件截面尺寸可使抗非預期過戴的能力增大,從而使失效率顯著下降,然而過份地加大,將使產品笨重,不以濟,往往也不允許。
耗損失效期,失效率是遞增型。在t1以後失效率上升較快,這是由於產品已經老化、疲勞、磨損、蠕變、腐蝕等所謂有耗損的原因所引起的,故稱為耗損失效期。針對耗損失效的原因,應該注意檢查、監控、預測耗損開始的時間,提前維修,使失效率仍不上升,如圖中虛線所示,以延長壽命不多。當然,修復若需花很大費用而延長壽命不多,則不如報廢更為經濟。
計算機系統的可靠性是制從它開始運行(t=0)到某時刻t這段時間內能正常運行的概率,用R(t)表示.
通常情況下,所謂失效率是指平均失效率,為單位時間內失效的元件數與元件總數的比例,以λ表示。
λ
其中Nf為試驗到t2時失效的樣品總數;
N0為試驗前的樣品數;
為試驗區間(R=1開始的區間)。
如:同一型號的1000台計算機,在規定的條件下工作1000小時,其中有10台出現故障,計算機失效率:
λ=10/(1000*1000)=1*10-5(5為次方)
千小時的可靠性:R(t)=e-λt=e(-10-5*10^3(3次方)=0.99
平均故障間隔時間MTBF=1/λ=1/10-5=10^5小時.
而廣泛應用的為瞬時失效率,表示為單位時間內故障個數與試驗到t 時刻點還能工作的樣品數的比值,用h 表示:
其中 為試驗時間區間,Ns為試驗到t 時刻點還能工作的樣品數,f(t)為失效概率密度函數,R(t)為可靠度。需要注意的是當選擇的區間範圍不同時,即使在同一個時刻點其瞬時失效率也不同。在一些文獻中,失效率就是指的瞬時失效率。
失效模式與影響分析 (英文:Failure mode and effects analysis,FMEA),又稱為失效模式與後果分析、失效模式與效應分析、故障模式與後果分析或故障模式與效應分析等,是一種操作規程,旨在對系統範圍內潛在的失效模式加以分析,以便按照嚴重程度加以分類,或者確定失效對於該系統的影響。FMEA廣泛應用於製造行業產品生命周期的各個階段;而且,FMEA在服務行業的應用也在日益增多。失效原因是指加工處理、設計過程中或項目/物品(英文:item)本身存在的任何錯誤或缺陷,尤其是那些將會對消費者造成影響的錯誤或缺陷;失效原因可分為潛在的和實際的。影響分析指的是對於這些失效之處的調查研究。
失效模式(又稱為故障模式)
觀察失效時所採取的方式;一般指的是失效的發生方式。
失效影響(又稱為失效後果、故障後果)
失效對於某物品/項目(英文:item)之操作、功能或功能性,或者狀態所造成的直接後果。
約定級別(又稱為約定級)
代表物品/項目複雜性的一種標識符。複雜性隨級數接近於1而增加。
局部影響
僅僅累及所分析物品/項目的失效影響。
上階影響
累及上一約定級別的失效影響。
終末影響
累及最高約定級別或整個系統的失效影響。
失效原因(又稱為故障原因)
作為失效之根本原因的,或者啟動導致失效的某一過程的,設計、加工處理、質量或零部件應用方面所存在的缺陷
嚴重程度(又稱為嚴重度)
失效的後果。嚴重程度考慮的是最終可能出現的損傷程度、財產損失或系統損壞所決定的,失效最為糟糕的潛在後果。
從每次的失效/故障之中習得經驗和教訓,是一件代價高昂而又耗費時間的事情,而FMEA則是一種用來研究失效/故障的,更為系統的方法。同樣,最好首先進行一些思維實驗。
二十世紀40年代後期,美國空軍正式採用了FMEA[2]。後來,航天技術/火箭製造領域將FMEA用於在小樣本情況下避免代價高昂的火箭技術發生差錯。其中的一個例子就是阿波羅空間計劃。二十世紀60年代,在開發出將宇航員送上月球並安全返回地球的手段的同時,FMEA得到了初步的推動和發展。二十世紀70年代後期,福特汽車公司在平託事件(參閱英文條目:Pinto)之後,出於安全和法規方面的考慮,在汽車行業採用了FMEA。同時,他們還利用FMEA來改進生產和設計工作。
儘管最初是由軍事領域所建立的方法,但FMEA方法學現在已廣泛應用於各種各樣的行業,包括半導體加工、飲食服務、塑料製造、軟體以及醫療保健行業[3][4]。在設計和加工處理格式方面,FMEA已經結合到了高級產品質量規劃(英文:Advanced Product Quality Planning,APQP),以便提供基本的風險化減手段以及實現對於預防策略的時機選擇。汽車行業行動工作組 (英文Automotive Industry Action Group,AIAG) 要求在汽車的APQP過程中運用FMEA方法,並且還發布了詳細的一份關於如何應用這一方法的手冊[5]。對於每種潛在的原因,都必須針對其對於產品或加工處理過程的影響而加以考慮,並根據相應的風險,確定所要採取的行動措施,並在行動措施完成之後對風險重新加以評估。[Toyota]]已經進一步將這種方法與自己的基於失效模式的設計審核(英文:Design Review Based on Failure Mode,DRBFM)方法結合在一起。現在,這一方法還同時得到了美國質量協會(英文:American Society for Quality)的支持。美國質量協會針對應用這種方法而提供有若干的詳細指南。
在FMEA之中,失效之優先順序別的確定依據的是它們的後果到底有多麼嚴重,它們究竟出現得有多麼頻繁以及可被發現究竟有多麼容易。FMEA同時還記載當前對於失效風險的了解和行動措施,以便用於持續改進。在設計階段,FMEA的應用旨在避免將來發生失效。之後,在過程式控制制當中以及在相應過程的不斷運行之前和過程當中,都會用到FMEA。在理想情況下,在最早的概念設計階段就開始使用FMEA,並且繼續加以使用,直至貫穿產品或服務的整個生命周期。
FMEA的目的在於從優先順序別最高的失效著手,採取行動措施,從而消除或減少失效。FMEA還可以用於評價風險管理優先順序別,以便緩和已知形成威脅的薄弱部位。FMEA有助於選擇補救措施,從而減少因為系統失效(故障)所造成的若干生命周期後果(風險)的累積效應。
目前,許多正規的質量體系也在採用FMEA,比如 QS-9000 或 ISO/TS 16949。
在處理失效模式及與其相關的原因的時候,FMEA可以為我們提供一種分析手段。在考慮設計之中可能存在的失效之時,比如安全、成本、性能、質量和可靠性,為了避免這些失效的發生,工程師可以利用FMEA,獲得大量關於如何變更開發/製造過程的信息。FMEA為我們提供的是一種簡便易用的,用來確定究竟哪種風險最令人擔心的工具,從而需要我們在問題真正發生之前,採取相應的行動措施,避免它的發生。這些規格說明的編製,將會保證相應的產品能夠滿足預定的需求。
FMEA的過程簡單明了。FMEA分為三個主要階段。在這些階段之中,需要確定合適的行動措施。但是,在FMEA開始之前,重要的一點就是,要完成一些前期準備工作,以便確認此次分析具有穩健性,且其中包括了既往的歷史。
穩健性分析可以利用介面矩陣、邊界圖以及參數圖來完成。許多失效問題往往是由於雜訊因素以及與其他零部件和/或系統之間共享的介面所造成的,因為工程師傾向於集中關注他們所直接控制的東西。
首先,有必要對當前系統及其功能加以描述。透徹的理解將會簡化進一步的分析工作。這樣,工程師就能夠明白,到底系統的那些用法是人們所需要的,而那些並非如此。重要的是要同時考慮到預期和意外用法。意外用法屬於是不利環境的一種形式。
接下來,需要為系統創建一幅框圖。該圖用於概括描述主要組件或過程步驟以及它們之間是如何彼此關聯起來的。這些就是所謂的邏輯關係,而FMEA正是圍繞這些關係而進行下去的。建立一個編碼系統將有助於標識不同的系統要素。FMEA之中應當始終包括有上述框圖。
在開始進行實際的FMEA之前,還需要創建一份工作表,其中包含的是有關當前系統的重要信息,如修訂日期或組件名稱。在這張工作表中,應當依據上述框圖,按合乎邏輯的方式,列出分析對象的所有項目或功能。
FMEA 工作表示例
| 功能 | 失效模式 | 影響 | S (嚴重程度分級) | 原因 | O (出現頻度分級) | 當前的控制措施 | D (檢查分級) | CRIT (關鍵特性) | RPN (風險優先順序數) | 行動措施建議 | 責任及目標完成日期 | 已採取的行動措施 |
| 填充浴盆 | 高水位感測器出現差錯 | 液體濺灑到客戶的地板上 | 8 | 水位感測器已失效 水位感測器已斷開 | 2 | 根據填充到低水位感測器所需的時間,填充超時 | 5 | N | 80 | 針對在高低水位感測器之間中途額外增加感測器,進行成本分析 | 約翰 2010年10月10日 |
依據功能需求及其影響來確定所有的失效模式。失效模式的例子有:電路短路、鏽蝕或變形。重要的是要注意到,一個組件之中的失效模式可以導致另一組件之中的失效模式。因此,對於每種失效模式,均應當採用技術術語,並按功能列出。此後,需要加以考慮的是每種失效模式的最終影響。失效影響被定義為,按照用戶的認知方式,失效模式對於系統功能產生影響的結果。這樣,便於按照用戶所可能看到或經歷的情況,來描寫這些影響。失效影響的例子有:性能下降、雜訊,甚至是對於用戶的傷害。對於每種影響,分別都賦予一個取值為1(無危險)到10(危重)之間的嚴重程度值。此類數值有助於工程師排定失效模式及其影響的輕重緩急次序。如果某影響的嚴重程度值為9或10,則應當考慮採取行動措施,儘可能通過消除該失效模式,或者保護用戶免受其影響,來變更相應的設計。嚴重程度分級9或10一般保留用於那些會對用戶造成傷害或者以其他方式引起訴訟的影響。
在這一步當中,需要考慮失效的原因以及它所出現的頻數。這項工作可以通過檢查類似的產品或過程以及已經記錄在案的那些相關的失效情況來完成。失效原因被視為設計缺陷。對於失效模式所有潛在的原因,均應當加以確定和記載。同樣,這裡也應當採用技術術語來描述。原因的例子有:錯誤的演演算法、過高的電壓或者不當的操作/工作條件。同樣,也可以為每種失效模式賦予一個範圍為1~10的概率值(O)。如果出現頻度高(指的是概率值>4的非安全失效模式以及第1步的嚴重程度值為9或10且概率值>1時),就需要確定出行動措施。這一步稱為FMEA過程的細化部分。另外,還可以將出現頻度定義為百分數(%)。如果發生某種非安全問題的比例不足1%,那麼就可以賦予它數值1。這取決於您的產品與客戶規格說明。
當一旦確定了適當的行動措施,需要做的一件工作就是測試它們的效能。同時,還需要進行設計驗證。而且,還需要選擇合適的檢查方法。首先,工程師應當關注當前對系統所採取的控制措施,也就是那些防止失效模式發生或者在失效問題殃及客戶之前予以發現。之後,應當確定可以或者已經用於類似系統的,旨在發現失效問題的測試、分析、監控以及其他技術方法。根據這些控制措施,工程師可以了解某種失效問題能夠得以識別或發現的可能性到底有多大。前兩步的每種組合形式都將獲得一個發現指數(D)。該指數表示的是,預定的測試或檢查工作在消除缺陷或發現失效模式方面的能力。
在完成上述3個基本步驟之後,要計算的就是風險優先順序數(英文:Risk Priority Numbers,RPN)。
RPN在選擇防範失效模式的行動措施方面並不發揮什麼重要作用。它們更大程度上是屬於評價這些行動措施方面的閾值。
在對嚴重程度、出現頻度和易發現性進行分級之後,只需把這三個數值乘起來,就可以得到RPN:
RPN = S x O x D
對於整個過程和/或設計而言,這是一項必須完成的工作。一旦完成,最大關注範圍的確定工作就會變得輕鬆。就糾正措施而言,RPN最高的失效模式應當獲得最高的優先順序別。這就是說,嚴重程度值最高的失效模式並不一定就應當首先加以處理。首先應當處理的可能是那些嚴重程度相對較低,但更常發生且不太易於發現的失效問題,
在分配了這些數值之後,要記錄下配有目標、責任以及實施日期的行動建議。這些行動措施可以包括具體的檢查、測試或質量程序、重新設計(如選擇新的組件)、增加更多的冗餘以及限制環境壓力或工作範圍。一旦在設計/過程之中實施了這些行動措施之後,就應當檢查新的RPN,以便確認改善情況。為了便於可視化,往往會把這些測試呈現為圖形。無論何時,只要設計或過程發生了變化,就應當對FMEA加以更新。
合乎邏輯而又重要的幾點就是:
努力消除失效模式(有些失效預防起來要比其他的更容易)最大程度地降低失效的嚴重程度降低失效模式的出現頻度改進檢查發現工作。
只要是下列情況,均應當對FMEA加以更新:
每個周期的開始(新產品/過程)
對操作條件作出變更
對設計作出變更
建立了新的法律或規章制度
消費者反饋表明存在某種問題
建立可以實現失效可能性最小化的系統需求。
建立系統設計和測試方法,確保相應的失效得以消除。
評價消費者需求,以確保這些需求並不會造成潛在的失效。
識別促成失效的某些設計特性,並最大程度地減少或消除相應的影響。
跟蹤和管理設計之中的潛在風險。這有助於在未來的項目當中避免碰到同樣的失效。
確保可能出現的任何失效不會傷害到消費者或者嚴重影響系統。
改善產品/過程的質量、可靠性和安全性
改善公司形象和競爭力
提高用戶滿意度
減少系統開發工作的時間和成本
搜集信息,以減少未來的失效,獲取工程設計知識
減少出現報單問題的可能性
早期發現、確定和消除潛在的失效模式
重點問題的防範
最大程度地減少後期變更及其相關成本
促進團隊合作以及不同功能部門之間的意見交換
既然FMEA實際上依賴於那些負責調查產品失效問題的委員會成員,那麼他們關於既往失效問題的經驗也就制約著FMEA。如果某種失效模式無法得以確定,那麼就需要那些了解許多不同類型產品失效問題的顧問來提供外部協助。因此說,FMEA屬於是更大規模的質量控制體系的組成部分;其中,文檔記錄對於實施工作來說具有至關重要的作用。在工程技術鑒定(forensic engineering,鑒別工程)和失效分析(或稱故障分析)領域,目前已有一般性的文章和詳細的出版物。在產品完整性評價工作之中應用FMEA,現在已是許多具體的國家標準和國際標準的一般要求。
如果作為一種自上而下型的工具,FMEA也許只能發現系統之中的主要失效模式。故障樹分析(英文:Fault tree analysis,FTA)更適合於自上而下型分析工作。如果作為一種“自下而上型”工具,FMEA則可以對FTA起到增強或補充作用,發現和確定多得多的,導致頂層癥狀的原因和失效模式。FMEA無法發現那些涉及同一子系統內多種失效問題的複雜失效模式,或者報告特定失效模式適合於上級子系統或系統的預期失效間隔。
基本信息
- 中文名
- 失效率
- 外文名
- failure rate
- 定義
- 工作到某一時刻尚未失效的產品
- 分類
- 失效率隨時間變化
- 計算
- R(t)=e-λt(λt為次方)