酒精廢水
酒精廢水
酒精廢水是高濃度、高溫度、高懸浮物的有機廢水,酒精工業的污染以水的污染最為嚴重,生產過程中的廢水主要來自蒸餾發酵成熟醪後排出的酒精糟,生產設備的洗滌水、沖洗水,以及蒸煮、糖化、發酵、蒸餾工藝的冷卻水等。
工業是國民經濟重要的基礎原料產業,酒精廣泛應用於化工、食品工業、日化、醫藥衛生等領域,同時又是酒基、浸提劑、溶劑、洗滌劑和表面活性劑。
酒精企業酒精糟的污染是食品與發酵工業最嚴重的污染源之一,由於投資、生產規模、技術、管理等原因,大部分酒精企業的綜合利用率較低。
酒精廢水是高濃度、高溫度、高懸浮物的有機廢水,處理技術起步較早,發展較快。廢液中的廢渣含有粉碎后的木薯皮、根莖等粗纖維,這類物質在廢水中是不溶性的COD;木薯中的纖維素和半纖維素是多糖類物質,在酒精發酵中不能成為酵母菌的碳源而被利用,殘留在廢液中,表現為溶解性COD;無機灰分的泥砂雜質。這些物質增加了廢水處理的難度。
酒精糟雖然無毒,但是污染負荷高成酸性。根據酒精生產的原料不同,其酒精糟的綜合利用和處理採用不同的方法。
玉米酒精糟的綜合利用
酒精工業
薯干酒精糟的綜合利用
部分企業將薯干酒精糟經厭氧+好氧處理,該方法COD去除率可達到80%。還有企業將酒精糟採用固液分離,濾液回用生產或者經生化處理達標,濾渣直接做飼料。
用厭氧消化處理酒精廢醪經過30多年的研究實踐,已證明是一種切實可行的高效產能的處理方法,得到國內外普遍的承認和應用。我國現行的酒精廢醪治理工程中絕大多數採用了厭氧消化工藝。
糖蜜酒精廢水處理方法
對糖蜜酒精糟採用濃縮燃燒或者濃縮后製作顆粒肥料用,對綜合廢水仍採用二級生化處理技術。
高效全混厭氧污泥罐

EASB反應器
①對高濃度污染物高SS的酒精有機廢水,耐衝擊力高承受力強,可完全達到高濃度懸浮物廢水處理的要求。
②在高濃度懸浮液的情況下,雖不能或很難形成顆粒污泥,但高效厭氧裝置可以培養出沉澱性能很好和活性很高的污泥,這對於保證COD 去除率是關鍵的。
③在高濃度懸浮液的情況下,容積負荷比普通全渣反映罐高很多,所以產沼氣量很大,能產生較好的經濟效益。
UASB+缺氧池+接觸氧化
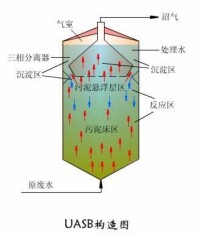
UASB構造圖
缺氧池具有雙重作用,一是對廢水進行生物預處理,改善其生化性,並吸附、降解一部分有機物;二是對系統的污泥進行消化處理。可以與後續的接觸氧化形成A/O模式,具有同步脫氮除磷作用,其中厭氧段主要作用是去除有機污染物和釋放磷,缺氧段的主要作用是反硝化脫氮,由於具有同步去除有機污染物、脫氮、除磷作用,因而該工藝廣泛應用在需要脫氮除磷的污水處理方案中。
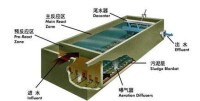
生物接觸氧化法是生物膜法的一種,屬於好氧生化處理工藝。整個系統由池體、填料、曝氣設備等組成。好氧生化法是細菌及菌類的微生物、後生動物等一類的微型動物在填料載體上生長繁殖,微生物攝取污水中的有機物作為養份,吸附分解污水中的有機物,微生物不斷新陳代謝,保持活性,從而使污水得以凈化。在溶解氧和食物都充足的情況下,微生物繁殖十分迅速,生物膜逐漸增厚,溶解氧和污水中的有機物憑藉擴散作用,被微生物利用。當生物膜達到一定厚度時,氧氣無法向生物膜內部擴散,好氧菌死亡,而兼性細菌和厭氧菌開始大量繁殖,形成厭氧層,利用死亡的好氧菌為基質,並在此基礎上不斷繁殖厭氧菌,經過一段時間后在數量上開始下降,加上代謝氣體的逸出,使生物膜大塊脫落。在脫落的生物膜表面新的生物膜又重新發展起來,在接觸氧化池內,由於填料表面積大,所以生物膜發展的每一個階段都是存在的,使去除有機物的能力穩定在一個水平上。接觸氧化工藝的主要優點如下:

漂浮大量死泥的缺氧池(非正常狀況)
② 生物活性高。由於曝氣系統設置在填料之下,不僅供氧充分而且對生物膜起到擾動作用,加速生物膜的更新,大大提高生物膜的活性。曝氣形成的紊流使得生物膜不斷的連續的與污水中有機物接觸,避免形成死角。經過我們在類似工程中的檢測,同樣濕重的絲狀菌生物膜,其好氧速率比活性污泥法高1.8倍。
③ 微生物濃度高,一般的活性污泥法的污泥濃度為2~3g/L,微生物在池中處於懸浮狀態;而接觸氧化池中絕大多數微生物附著在填料上,單位體積內水中和填料上的微生物濃度可達到10~20g/L。由於生物接觸氧化工藝的微生物濃度高,所以有利於提高容積負荷,從而降低佔地面積。
④ 污泥產量低。
UASB+缺氧池+接觸氧化工藝流程圖
⑥ 運行管理方便
工藝流程如右所示:
EGSB+SBR
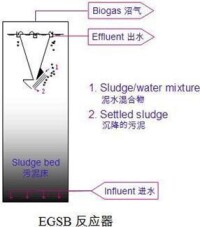
EGSB反應器構造圖
EGSB優點:
1、使用範圍廣,不需要預酸化,流程簡單;
2、對進水的溫度,pH要求不高,進水COD可達~30,000mg/L;
3、依靠進水和產氣達到自行膨脹,並且會根據負荷的變化自動改變床層的膨脹度,無須另外增加循環泵保證膨脹,因此動力消耗小;
SBR反應器原理圖
6、反應器沒有內循環,上升流速慢,負荷高時也不影響分離;
7、操作維護容易,便於管理。
SBR工藝集進水、曝氣、沉澱在一個池子中完成。一般由多個池子構成一組,各池工作狀態輪流變換運行,單池由潷水器潷水,間歇出水,故又稱為序批式活性污泥法。
EGSB+SBR工藝流程圖
工藝流程如右所示:
IC+A/O

IC厭氧反應器原理圖
IC的特點:
(1)容積負荷率高,水力停留時間短
IC反應器生物量大(可達到60g/L),污泥齡長。特別是由於存在著內、外循環,傳質效果好。處理高濃度有機廢水,進水容積負荷率可達15~25kgCOD/m3·d。
(2)抗衝擊負荷強
在IC反應器中,當COD負荷增加時,沼氣的產生量隨之增加,由此內循環的氣提增大。處理高濃度廢水時,循環流量可達進水流量的10~20倍。廢水中高濃度和有害物質得到充分稀釋,大大降低有害程度,從而提高了反應器的耐衝擊負荷能力;當COD負荷較低時,沼氣產量也低,從而形成較低的內循環流。因此,內循環實際為反應器起到了自動平衡COD衝擊負荷的作用。
(3)避免了固形物沉積
有一些廢水中含有大量的懸浮物質,會在UASB等流速較慢的反應器內容易發生累積,將厭氧污泥逐漸置換,最終使厭氧反應器的運行效果惡化乃至失效。而在IC反應器中,高的液體和氣體上升流速,將懸浮物衝擊出反應器。
(4)基建投資省和佔地面積小

A/O中的好氧池
(5)依靠沼氣提升實現自身的內循環,減少能耗
厭氧流化床載體的膨脹和流化,是通過出水迴流出水泵加壓實現。依次必須消耗一部分動力。而IC反應器正常運行時是以自身產生的沼氣作為提升的動力,實現混合液內循環,不必開水泵實現強制循環,從而減少能耗。
(6)減少藥劑投量,降低運行費用
內外循環的液體量相當於第一級厭氧出水的迴流,對pH起緩衝作用,使反應器內的pH保持穩定。可減少進水的投鹼量,從而節約藥劑用量,而減少運行費用。
(7)出水的穩定性好
因為,IC反應器相當有上、下兩個UASB反應器串聯運行,下面一個UASB反應器具有很高的有機負荷率,起“粗”處理作用,上面一個UASB反應器的負荷較低,起“精”處理作用。一般說,多級處理工藝比單級處理的穩定性好,出水水質穩定。
(8)IC可以在較高溫度下運行,非常適合於生產廢水溫度較高的情況,可節省污水蒸汽加熱的運行費用。
A/O工藝系Anoxic/Oxic(兼氧/好氧)工藝的簡寫。是常規二級生化處理基礎上發展起來的生物去碳除氮技術,是考慮污水脫氮採用較多的一種處理工藝。充分利用缺氧生物和好氧生物的特點,使廢水得到凈化。
IC+A/O工藝流程圖
工藝流程圖如右所示:
UASB+氧化塘
該工藝特別適合於建在郊區的木薯酒精生產企業,氧化塘的廢水停
UASB+氧化塘工藝流程圖
根據環保部門的有關規定,廢水排放應達到《污水綜合排放標準》(GB8978-1996)中的一級標準:CODcr ≤100mg/L,BOD5 ≤20mg/L,SS≤70mg/L,pH 6-9。
運行費用:人工費用0.05 元/噸水;噸水電耗0.65 元/噸水,藥劑費0.25元/噸水,直接費用1.00元/噸水。
效益分析:厭氧段每天接納COD總量約為129600公斤,則沼氣日產量為51840m3。沼氣發熱量約為5500千卡/m3,相當於1kg燃煤的熱值,回收用於廠內生產鍋爐燃燒,每天節約標準煤51噸,噸煤按600元計,每天可收益30600元,全年按300天生產時間計算,可節約標準煤炭15300餘噸,每年節約煤款918萬元。除去年運行費用約144萬元,噸水收益5.3元/噸水。
酒精廠污水都具備如下特點:
1、懸浮物含量高,平均懸浮物含量高達40000mg/L;
2、溫度高,平均水溫達70℃,蒸餾釜底排出的廢水溫度高達100℃;
3、濃度高,廢水的COD高達2-3萬,包括懸浮固體、溶解性COD和膠體,有機物佔93%-94%,無機物佔6%-7%,有機物的成分是碳水化合物,其次是含氮化合物,生物菌和未分解出去的產品:如丁醇、乙醇等,此外還有500mg/L的有機酸;
4、廢水含有約500mg/L左右的有機酸,廢水呈酸性,運行初期可考慮加鹼或污泥的迴流以平衡廢水的酸鹼度,運行穩定后系統具備足夠的緩衝能力,則不需要加鹼或迴流;
5、無機物主要是來自原料中的灰塵和雜質。
廢水處理系統採用固液分離提取飼料,厭氧處理製取沼氣,好氧處理達標排放的技術路線。厭氧處理前的固液分離採用XM80/800-u型板框壓濾機,所得濾渣含水率為75%左右,經烘乾成為DDG蛋白飼料。濾液中由於大部分懸浮物(90%以上)被去除,使COD的質量濃度降至25000mg/L,BOD的濃度降至6000mg/L,SS的質量濃度降至2500mg/L。出水30%(約300m3)回用酒精車間拌料。
厭氧處理採用新型高效的厭氧複合床反應器(UBF),進水用該厂部分低濃度廢水調節。設計溫度為35-38℃;設計流量1200m3/d;進水COD的質量濃度為18 000-20 000mg/L;去除率85%-90%;反應器單體直徑8m,總高度12m,有效容積500m3;污泥懸浮層高度為2m;填料層2m;填料層和三相分離器的間隔高度設計為1m;三相分離器和排水高度設計為4m;UBF中安裝YDT彈性立體填料。
UBF反應器的啟動是整個工程能夠順利運行的關鍵。首先就是接種污泥的性質,本工程中不管是採用性質相似的厭氧污泥還是好氧污泥(來自二沉池),均能將UBF成功啟動且形成顆粒污泥。但是,用好氧污泥,所需時間長,形成的顆粒污泥小。接種污泥濃度不低於10kg[VLSS]/m3。本工程UBF反應器啟動過程分成2個主要階段進行:①採用低濃度進水且保持進水濃度不變,逐漸增加進水量以提高有機負荷直至達到設計進水量;②保持進水量不變,逐漸增加廢水濃度以提高有機負荷直至達到設計進水濃度。當UBF反應器達到了設計的水質水量,反應器中形成顆粒污泥則進人穩定運行期。
好氧處理採用周期循環活性污泥法(CASS)技術。原設計CASS的運行周期是4h,其中曝氣2h,沉澱1h,排水1h。調試過程中發現厭氧出水濃度比設計濃度低,經過調整,運行採用限量曝氣方式,進水4h,然後曝氣2h,沉澱1h,排水1h。出水達到國家《污水綜合排放標準》GB8978-1996酒精工業二級排放標準。

基本信息
- 中文名
- 酒精廢水
- 外文名
- alcohol wastewater
- 作用
- 生產設備的洗滌水、沖洗水
- 主要特點
- 懸浮物含量高,溫度高,濃度高
- 主要來源
- 酒精糟、糖蜜酒精
- 處理工藝
- UASB+缺氧池+接觸氧化等
- 廣泛用於
- 化工、食品、日化、醫藥衛生等