滾子
軸承運轉時承受負荷的元件
滾子是軸承運轉時承受負荷的元件,是滾子軸承中最薄弱的零件,它的製造質量對軸承工作性能(如旋轉精度、振動、雜訊和靈活性等)有很大的影響,是影響軸承使用壽命的主要因素。
滾子的種類較多,按形狀和尺寸分有圓錐滾子、圓柱滾子、球面滾子、螺旋滾子和各類滾針等。按精度分為0,Ⅰ,Ⅱ和Ⅲ級,各級滾子都有相應的技術條件,對滾針分為三個等級:G2,G3,G5。
滾子屬滾動體,與鋼球同是軸承的最重要組成部分,也是軸承行業使用最多的滾動體。滾子的質量直接影響軸承質量。
圓錐滾子技術條件
圓錐滾子的大頭稱為基面。有圓錐基面、平基面和球基面,錐角為,由於球基面的工作性能較好,下面就只討論球基面。
滾動軸承標準對滾子各項公差定義和具體製造公差值作了規定,各項公差定義如下:
圓度誤差:線(外)表面的外接圓與線上任意點間的最大徑向距離。
單一平面直徑變動量:單一徑向平面內,滾子最大與最小單一直徑的算術平均值。
基準端面圓跳動:圓錐基準端面上一距滾子最大倒角尺寸1.2倍處,且圓心在該滾子軸心線上的圓周,在此圓周上的各點距一徑向平面的最大與最小軸向距離之差。
圓錐角偏差:在滾子任一軸向平面內,滾子圓錐表面兩素線的夾角與滾子公稱圓錐角之差。
規值批直徑變動量:在同一規值批中,具有最大單一平面平均直徑的滾子與具有最小單一平面平均直徑的滾子,其單一平面平均直徑之差。
規值批圓錐角變動量:在同一規值批中,具有最大圓錐角的滾子與最小圓錐角的滾子,其圓錐角之差。
圓錐滾子加工過程
圓錐滾子的製造過程隨滾子的精度等級、尺寸大小、生產批量和加工方法不同而不同,但基本的製造過程大體一致,具有代表性的製造Ⅲ級圓錐滾子的工藝過程為:投料(矯直、倒角)——衝壓成形——竄去環帶——選出料頭——軟磨外徑——軟磨端面——熱處理——竄氧化皮——粗磨外徑——竄軟點——軟點檢查——熱清洗防鏽——磨端面——熱清洗防鏽——細磨外徑——終磨外徑——超精外徑——熱清洗、乾燥擦凈——終檢選別——塗油包裝。為分析方便,可將製造過程劃分為六段:毛坯加工——熱處理前的軟磨——熱處理——熱處理后硬磨——精加工——質量檢查與選別。
圓錐滾子主要加工分析
毛坯加工
下面僅對冷鐓滾子加工進行分析,常見冷鐓圓錐滾子的形狀如圖。
圓錐滾子形狀
冷鐓滾子是在常溫下利用模具迫使金屬料段產生塑性流動,充滿凹模與沖頭構成的空間,從而獲得滾子毛坯的一種方法。它有下列優點:①滾子機械性能有所提高,因產生的塑性變形使材料發生冷作硬化,金屬流線不被切斷,金屬原有的缺陷會被壓實;②節約原材料;③生產率較高,一般冷鐓機的自動化程度高,70~100個/min;④滾子尺寸形狀精確,表面粗糙度值低,模具及機床的精度可保證滾子的尺寸形狀精度,冷鐓中金屬表面在高壓下受到模具光滑表面的熨平,表面粗糙度值低。
②冷鐓滾子的力分析
冷鐓圓錐滾子時,成形之前除滾子小端倒角區域和柱心部分受三向壓應力外,大部分基體均受一向壓應力和兩向拉應力,越靠近滾子大端其拉應力越大,其拉應力會導致金屬晶間變形,使金屬塑性下降。因此,當毛坯或模具形狀尺寸設計不合理,材料差,工藝不當,冷鐓滾子往往在大端倒角處產生開裂。
此外,冷鐓中毛坯與模具間的摩擦、材料內部組織不均勻及模具尺寸形狀不合理,還會引起滾子內部產生附加應力,降低金屬塑性,增加金屬的變形抗力,在滾子內部產生殘餘應力。這附加應力會引起滾子的尺寸形狀變化和降低工藝性能等。特別是外摩擦引起的附加應力,對滾子質量和加工工藝不利,它主要發生在滾子小端倒角的軸向區域,使滾子倒角處的內外質量降低,同時增加模具磨損及降低模具壽命。影響摩擦的主要因素有材料性能、模具結構形狀、表面質量與潤滑效果.
由於冷鐓滾子是在室溫下進行,變形抗力很大,特別是在料段充滿模具空間使滾子毛坯成形時,其整個滾子實體基本上全受三向壓應力,這時變形抗力極大,且滾子越大,變形抗力也越大。另外,當滾子冷鐓變形程度超過材料本身許用變形程度時,在滾子圓周表面就會形成裂紋。
凸輪的理論輪廓確定以後,對滾子推桿來說,實際輪廓的大小與滾子的大小直接有關,滾子半徑越大,實際輪廓就越小。因此,從縮小凸輪尺寸、減輕機構重量著眼,希望滾子半徑大一些。但是,由於凸輪需要裝在軸上,軸有一定粗細,加上輪轂和鍵槽尺寸,凸輪實際上不可能做得太小,而且從強度考慮,凸輪也不宜太小。另一方面,滾子太大將使推桿運動時的慣性力增大(慣性力等於質量乘以加速度),引起凸輪承受較大的動力負荷,這是不利的。更為嚴重的是,滾子太大還將引起下面討論的現象。
下圖表示同樣的理論輪廓(虛線),用三種不同的滾子半徑所得到的三種實際輪廓(實線)。當滾子半徑小於理論輪廓上最小曲率半徑(即最尖銳部分的曲率半徑)時,所得到的實際輪廓是正常的,它的曲率半徑。當滾子半徑 時,所得到的實際輪廓出現尖點,尖點處的曲率半徑,如前已述,這種有尖點的凸輪實際上是不能用的。當滾子半徑 時,作圖得到的實際輪廓是兩條相交的包絡線,相交部分做不出來,實際上還是一個尖點,這個尖點不但不能用,而且它與滾子接觸時,滾子中心到不了理論輪廓規定的高度,結果造成推桿運動“失真”,實現不了推桿需要的運動,這當然是不能允許的。
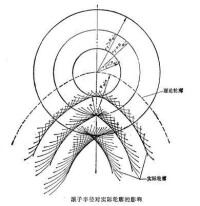
滾子半徑對實際輪廓的影響
因此,滾子半徑不能選得過大。一般推薦另一方面,滾子也不能太小,因為它也要轉在軸上,軸也不能太細。結果理論輪廓的最小曲率半徑太小以致滾子過小,那麼可以加大基圓直徑重新設計理論輪廓,這樣最小曲率半徑也相應地放大了。
這類滾子主要用於圓柱滾子軸承,還可以將滾子組件直接用於機械中。該類滾子在尺寸上已標準化,可作為商品滾子供設計和用戶選擇。

滾子
該類滾子分有軸徑用和無軸徑用兩種,主要用於長圓柱滾子軸承,還可以將滾子組件直接用於機械中。
這類滾子主要用於滾針軸承、萬向節滾針軸承及推力滾針軸承,還可以將滾針組件直接用於機械中。該類滾子在尺寸上已系列化,供設計選擇。根據軸承結構的需要,滾針的兩端頭部形狀有錐頭形、平頭形、圓頭形等。
呈圓錐體,其錐角通常為,也有小於或大於的,多為。滾子長度一般不超過滾子大端直徑的兩倍。這類滾子多用於圓錐滾子軸承,大錐角的滾子基本上用於推力圓錐滾子軸承。
滾子的滾動面呈球面形。採用這種滾子的軸承具有自動調心性能,能承受很大的載荷。球面滾子分非對稱型和對稱形,一般非對稱的大端面為球面,對稱形的兩端面為平端面。對稱形球面滾子性能較好,而非對稱型的為淘汰形式。這類滾子用於調心滾子軸承及推力調心滾子軸承。
它是用特殊截面的鋼帶卷制而成的空心滾子,分左旋和右旋兩種。這種滾子應用不是很廣泛,主要用於受衝擊載荷的螺旋滾子軸承。
支柱孔滾子中心帶通孔,此孔用來裝支柱,以便固定在片狀支柱保持架上。該類滾子形狀有圓柱形、圓錐形、球面形,主要用於特大型軸承。

基本信息
- 中文名
- 滾子
- 外文名
- running pulley
- 類別
- 圓錐、圓柱、球面、螺旋和滾針等
- 性質
- 滾動體
- 精度等級
- 0,Ⅰ,Ⅱ和Ⅲ級
- 作用
- 軸承運轉時承受負荷的元件